

För en nybörjare kan det vara en utmaning att välja elektrod. Det finns mer än tvåhundra märken med olika egenskaper, syfte och egenskaper. Och cirka 100 märken är lämpliga för manuell elektrisk bågsvetsning med invertermaskiner. Det är omöjligt att berätta om dem alla, och det är inte nödvändigt att börja med. Bara kortfattat karakterisera huvudtyperna och vilka elektroder för inverterarsvetsning är mer lämpliga för nybörjare.
Innehåll i artikeln
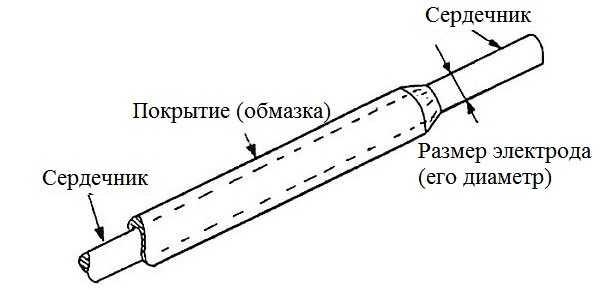
Vad är en elektrod och vad är beklädnaden för
En elektrod är en bit metalltråd med en speciell beläggning - plätering. Under svetsningen smälter kärnan på grund av ljusbågens temperatur. Samtidigt brinner och smälter beklädnaden, vilket skapar ett skyddande gasmoln runt svetsområdet - smältbadet. Det skär av syret i luften. När pläteringen brinner blir en del av den flytande och täcker den smälta metallen med ett tunt lager som också skyddar den mot syre. På så sätt säkerställer pläteringen god svetsningskvalitet.
Varje elektrod inspekteras före svetsning: beläggningen ska inte ha chips. Annars kommer du inte att uppnå homogen uppvärmning och en högkvalitativ svetsning. Var också uppmärksam på elektrodens spets: beläggningens tjocklek bör vara densamma på alla sidor. Då kommer bågen att komma ut i mitten. Annars kommer den att förskjutas. För svetsare med erfarenhet är detta inte hemskt, men för nybörjare kan det skapa konkreta problem.
Det är nödvändigt att övervaka beklädnadens fuktinnehåll. Vissa av dem vid hög luftfuktighet antänds mycket dåligt (till exempel UONI). På grund av denna "nyckfullhet" i fettet bör de förvaras på en torr plats och om möjligt tillhandahålla hermetisk förpackning. Du kan lägga lådan i en påse, och lägg också några påsar salt, som finns i skokartonger.
Det lönar sig inte att köpa våta elektroder: de kan naturligtvis torkas, men deras egenskaper kommer att försämras. Om det ändå händer att elektroderna har blivit fuktiga kan de torkas i en vanlig hushållsugn vid låga temperaturer (de anges vanligtvis på förpackningen). Den andra metoden är att lägga dem under en längre tid i ett torrt, väl ventilerat rum.

Olika typer av beläggningar och deras egenskaper
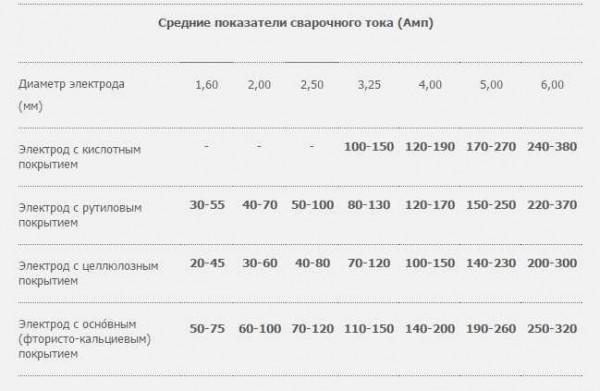
Det finns bara fyra typer av beläggningar:
- Grundläggande.
- Rutil.
- Syrahaltigt.
- Cellulosa.
Basic (UONI) och cellulosabeläggningar är endast lämpliga för likströmssvetsning. De kan användas på ansvarsfulla sömmar: de skapar en stark, elastisk svets som är motståndskraftig mot chockbelastningar.

De andra två (rutil och sur) - kan fungera för både AC- och DC-svetsning. Men syrabeläggningen är mycket giftig: den kan bara fungera inomhus om arbetsplatsen är utrustad med tvångsavgas.
Rutilbeläggningen har en grönaktig eller blå nyans, elektroderna kännetecknas av enkel tändning. De antänds väl även om växelriktaren har en låg tomgångsspänning (en bra volt-ampere-karakteristik krävs för säker tändning av huvudbeläggningen, hur man väljer en inverterarsvetsmaskin, läs här.). Vid svetsning med rutilelektroder (MP-3) är metallen nästan utan stänk, men det finns mycket slagg och det är inte lätt att komma undan: du måste arbeta med en hammare.
Kanske kommer du att vara intresserad av hur man svetsar ett lusthus från ett metallrör eller hur man gör ett skjul på en ram från ett rör.
Hur man väljer elektroder för inverterarsvetsning
Först och främst väljs kärnans sammansättning: den bör likna den typ av metall som svetsas. I hushållet används oftast konstruktionsstål. Här från samma tråd och bör vara elektroder. Ibland är det fortfarande nödvändigt att svetsa rostfritt stål. Då bör kärnan också vara tillverkad av rostfritt stål och för höglegerad och värmebeständig metall med samma egenskaper.
Allt arbete i hemmet eller på byggarbetsplatsen kan utföras med hjälp av endast ett fåtal elektrodmärken:
- MR-3
- UONI 13/55
- ANO 21
- OK 63,34
De erkänns av många som de bästa elektroderna för nybörjare som arbetar med inverterarsvetsmaskiner: det är lättare att arbeta med dem, samtidigt som de tillåter dig att laga högkvalitativa svetsar även i avsaknad av betydande erfarenhet. Nedan följer egenskaperna och den allmänna tillämpningen av de förbrukningsvaror som många specialister anser vara bra elektroder för inverterare. I vilket fall som helst rekommenderas de ofta till nybörjare svetsare för att få erfarenhet.
Elektroder med rutilbeläggning MP 3

Oftast rekommenderas nybörjare att börja bemästra svetsar med MR-3-elektroder. De antänds lätt, även med inte särskilt bra volt-ampere-egenskaper hos svetsmaskinen, ger ett bra skydd för svetsbassängen, så att du kan kontrollera dess position ganska enkelt. Om elektroden inte antänds, kalcinerar du den vid en temperatur på 150-180 ° i 40 minuter.
De används i maskiner med växelström (svetstransformatorer) och likström (svetslikriktare och inverterare). Inverters ansluts vanligen med omvänd polaritet (+ på elektroden). De är lämpliga för alla typer av svetsar utom vertikal uppifrån och ned.
Läs mer om olika typer av svetsmaskiner här.
MR 3-elektroder är inte beroende av kvaliteten på svetsade ytor. De kan användas även på obehandlade, rosttäckta och våta delar. Svetsningen utförs med medium (2-3 mm) eller kort ljusbåge.
Funktionen hos MP 3 är mycket viktig för nybörjare svetsare: de "håller" bågen bra, det är lätt att arbeta med dem. För detta gillar inte alla proffs detta märke: de kallar dem bengaliska lampor. De svetsar för mjukt: långsamma rörelser är nödvändiga för god uppvärmning. Det är inget som faller proffsen i smaken, men för nybörjare är det precis vad de behöver. Försök att börja din svetsutbildning med MP3. Det kommer att gå bra.
| Elektroddiameter LEZ MP-3, mm | Längd, mm | Rekommenderad svetsström, A | Förpackningens vikt, kg | Pris, gnugga |
|---|---|---|---|---|
| 2,0 | 250 | 40-60 А | 1,0 | 146 |
| 2,5 | 300 | 60-100 А | 1,0 | 120 |
| 3 | 350 | 70-100 А | 1,0 | 95 |
| 4 | 450 | 80-170 А | 1,0 | 91 |
| 5 | 450 | 130-210 А | 1,0 | 91 |
UONI 13/55 med basbeläggning

Dessa är förmodligen de mest utbredda och populära elektroderna med basbeläggning. De rekommenderas för svetsning av kolstål och låglegerade stål. De är lämpliga för fogar av kritiska strukturer. Sömmarna är starka mot chockbelastningar och plast, tolererar väl effekterna av låga temperaturer.
Nackdelen med dessa elektroder: de antänds väl endast vid ett tillräckligt stort värde på tomgångsvarvtalet vid omriktaren (över 70 V). Den andra betydande nackdelen: höga krav på rengöring och bearbetning av svetsade metaller. Om rost, damm, olja eller andra föroreningar finns kvar på kanten blir sömmen porös.
Arbete med UONI 13/55 är endast möjligt på DC-svetsmaskiner, inklusive inverterare, med omvänd polaritet (+ matas till elektroden) och en kort båge (håll elektrodens spets närmare den svetsade ytan). Minsta tomgångsspänning är 65 V.
| Elektroddiameter UONI 13/55 (tillverkare Mezhgosmetiz) | Elektrodens längd, mm | Rekommenderad svetsström, A | Detaljhandelspris för en förpackning, rubel |
|---|---|---|---|
| 2,0 | 250 | 30-60 А | |
| 2,5 | 300 | 40-70 А | 127 gnugga |
| 3 | 350 | 80-100 А | 116 rubel |
| 4 | 450 | 130-160 А | 111 rubel |
| 5 | 450 | 180-210 А | 110 rubel |
ANO 21
Denna typ av elektroder med rutilbeläggning är avsedda för bearbetning av kolstål med liten tjocklek. (Läs om svetsning av tunna metaller här.) När du använder dem tänds bågen lätt (inklusive återtändning), svetsen är fint flagad (från små vågor), slagg separeras lätt. ANO 21-elektroder kan användas för svetsning av vatten- och gasrör.

De fungerar både med växelström och likström oavsett polaritet. Före svetsning måste de värmebehandlas: de kalcineras vid 120°C i 40 minuter.
| Diameter, mm | Lägre elektrodposition | Vertikal elektrodposition | Elektrodens position i taket |
|---|---|---|---|
| 2 | strömstyrka 50-90 A | strömstyrka 50-70 A | strömstyrka 70-90 A |
| 2,5 | strömstyrka 60-110 A | strömstyrka 60-90 A | strömstyrka 80100 A |
| 3 | strömstyrka 90-140 A | strömstyrka 80-100 A | strömstyrka 100-130 A |
Elektroder av rostfritt stål OK 63.34
Om du behöver svetsa rostfritt stål, prova OK 63.34. De kan också användas för att svetsa konstruktionsstål. Detta ger en söm med en fin våg med en jämn övergång till metallens huvudyta. Mängden slagg är liten, den är lätt att slå bort.
Denna elektrod är bra för vertikala svetsar och metall 6-8 mm, som passerar från topp till botten. Lämplig för flerpassvetsning av stum- och överlappande fogar. Fungerar med lik- och växelström av alla polariteter, minsta spänning utan belastning - 60 V.

För svetsning behöver du fortfarande en mask. För att göra det lättare att arbeta, ta en svetsmask-chameleon.
Hur man väljer elektrodens diameter, hur man ansluter den och hur man ställer in strömstyrkan
Att välja märke av elektroder för växelriktaren är inte allt. Även om du har bestämt dig kvarstår minst tre frågor:
- Vilken diameter på elektroden som ska användas vid svetsning;
- vilken ström som ska ställas in;
- till vilken utgång "+" eller "-" som elektroden ska anslutas.
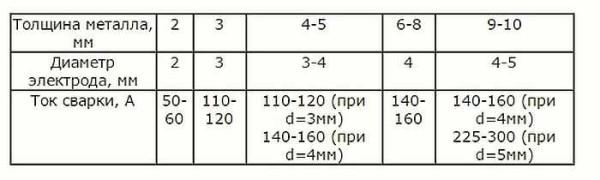
Låt oss prata om dem alla i ordning. Låt oss börja med vilken diameter på elektroden som är nödvändig för svetsning. I allmänhet rekommenderas att man går vidare från tjockleken på de svetsade metallerna: för små tjocklekar tas elektroden med en diameter av samma storlek som metallen. Om du svetsar metall 3 mm tjock, tar elektroderna en liknande storlek. Om du svetsar något tjockare tar du respektive 4 mm. Men det blir svårt för nybörjare att arbeta med stora elektroder. Börja med att behärska svetsning med en metalltjocklek på 3-4 mm. För att göra detta, använd elektroder 3 mm, eller som de säger "trippel".
När det gäller hur elektroderna ska anslutas till vilken utgång. I de tekniska specifikationerna på förpackningen är det troligtvis angivet för vilken polaritet elektroden är avsedd. Vid omvänd polaritet ansluts elektroden till den positiva utgången, den negativa utgången ansluts till klämman, som kläms fast på detaljen. Vid framåtriktad polaritet ansluts plus till arbetsstycket och minus till elektroden. Hur det ser ut på svetsomvandlaren visas på bilden.

Hur skiljer sig dessa två typer av anslutningar åt? Elektronflödet har en annan riktning. Som ni vet rör sig elektroner från "minus" till "plus". Vid svetsning visar det sig därför att elementet som är anslutet till "+" värms upp mer. Genom att ändra anslutningslägena kan du styra intensiteten för uppvärmning av metallen.
Låt oss överväga flera situationer. Till exempel har du en elektrod 3 mm, metall 2 mm. Om du tillämpar "+" till delen kan brännas igenom. Därför är det i detta fall bättre att använda omvänd polaritet, vilket kommer att vara mer uppvärmd elektrod. Om du vill svetsa 6 mm metall med samma tre, är det bättre att göra det på den direkta polariteten: så uppvärmningen av metallen blir djupare och sömmen blir mer hållbar.
Hur man väljer en svetsmaskin för inverterare läs här. Du kanske är intresserad av att bygga ett staket av korrugerat stål.
Strömstyrka vid svetsning
I allmänhet, när du installerar elektroden, ställs styrkan på svetsströmmen för inverteraren beroende på diametern på den använda elektroden. I allmänhet har varje förpackning rekommendationer, men du kan göra utan dem: för varje millimeter diameter tar 20-30 ampere ström. Det visar sig vara ett ganska brett intervall, men då måste du fortfarande ta hänsyn till hur du ska lägga svetsen: med eller utan brytning. För svetsning utan avrivning sätter du lägre strömmar, med avrivning - högre.
Till exempel, för en elektrod med en diameter på 3 mm, är den beräknade strömmen från 60 A till 90 A. Verkligen arbeta i intervallet från 30 Ampere till 140 Ampere. Vid svetsning utan brytning är strömmen inställd på 70-90 A, med brytning - 90-120 A. Dessa parametrar kan "gå" i båda riktningarna: det beror på elektrodspetsens rörelsehastighet, på det svetsade stålets märke och "fluiditet", på svetsens position (för vertikal och horisontell svetsning sätta lite mindre, för taket - ännu mindre).
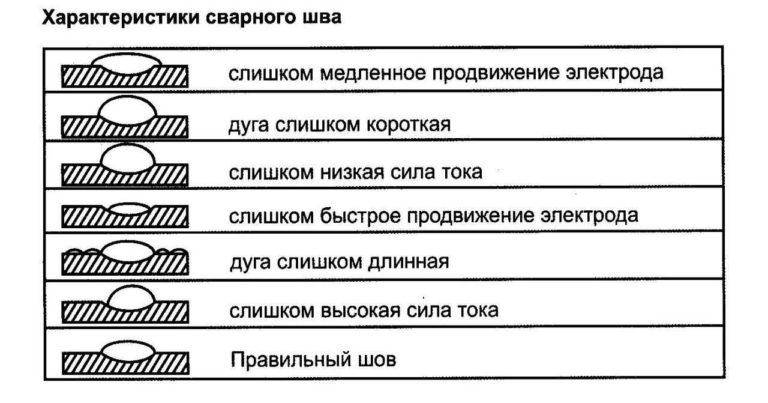
I allmänhet är även de strömmar som rekommenderas av tillverkaren långt ifrån ett krav. Börja med dem och välj sedan så att du var bekväm med att arbeta och sömmen blev bra. Du bör få en högkvalitativ anslutning, och förhållandet mellan ström och hastighet väljer du experimentellt. Fokusera samtidigt på svetsbassängens tillstånd. Hon är din viktigaste indikator på kvalitet.
Läs här om hur du svetsar på rätt sätt med inverterarsvetsning.
Nu vet du inte bara hur du väljer elektroder för inverter-svetsning, utan också hur du ansluter dem, vilken diameter du behöver för detta arbete och hur du tar upp strömmen för varje typ av elektrod och svetsar. Låt oss nu prata lite om elektrodhållare.
Elektrodhållare
På en av svetskablarna finns en hållare (hållare) i vilken svetselektroden sätts in. Det finns två typer av hållare:
- med avtryckarknapp, i vilka elektroden kläms fast automatiskt när den fjäderbelastade knappen släpps genom att trycka på den;
- gängad - handtaget skruvas och lossas, vilket frigör eller klämmer fast den insatta elektrodkärnan.
Vilken är bäst? Det är upp till dig, men genom att av misstag trycka på knappen kan du tappa elektroden under svetsningen. Inget hemskt händer i det här fallet, men det är obehagligt ...
När du väljer en elektrodhållare är det viktigaste att vara uppmärksam på styrkan på den ström som den är konstruerad för. Du väljer den maximala parametern, som är tillgänglig för din svetsmaskin.
I videon visas hur du ansluter kabeln till svetselektrodhållaren med en gängad klämma.
Nackdelen med klädnypans hållare är att med tiden försvagas fjädern som klämmer fast elektrodkärnan och kontakten försämras. Det är nödvändigt att sätta in en ny. Hur man gör det på en klädnypeshållare, se i videon.
Anslut elektrodhållaren för svetsning är inte svårt. Det finns bara en nyans: med frekvent arbete gnuggas svetskabeln av sin kant. Du kan naturligtvis förkorta kabeln och göra om den, men du vill inte alltid klippa av ens 10-20 cm. För att förhindra att detta händer, hitta en slang vars innerdiameter är densamma eller något mindre än svetskabelns ytterdiameter. Klipp en liten bit av den - ca 15 centimeter - och skär den på längden. Denna kan nu skjutas över kabeln, dras uppåt och fästas där.





