

Het lassen van dun metaal is een uitdaging, zelfs voor ervaren lassers. Beginners in lassen hebben het over het algemeen moeilijk. Er zijn veel eigenaardigheden en complexiteiten die het moeilijker maken om modi en elektroden te selecteren. Het is gemakkelijker om dit te doen met halfautomatische lasmachines, maar die zijn vrij zeldzaam in huis, veel gebruikelijker zijn inverters. Hier gaat het over het lassen van dun metaal inverter en we zullen erover praten.
En de eerste moeilijkheid bij het lassen van metaal van geringe dikte is dat je het niet veel kunt verwarmen: het brandt door, er ontstaan gaten. Daarom is werken volgens het principe "hoe sneller, hoe beter" en geen trajecten van de beweging van elektroden helemaal niet aan de orde. Dun plaatmetaal wordt gelast door de elektrode in één richting te geleiden - langs de naad zonder afwijkingen.

De tweede moeilijkheid is dat je met lage stromen moet werken, en dit leidt ertoe dat de boog kortsluiting moet maken. Als er een kleine onderbreking is, gaat hij gewoon uit. Er kunnen ook problemen zijn met de ontsteking van de boog, dus gebruik machines met een goede volt-ampèrekarakteristiek (stationaire spanning boven 70 V) en een soepele aanpassing van de lasstroom, die begint vanaf 10 A.
Nog een ergernis: bij sterke verhitting verandert de geometrie van dunne platen: ze worden in golven gebogen. Het is erg moeilijk om van dit nadeel af te komen. De enige optie is om te proberen niet oververhit te raken of de warmte af te voeren (lees hieronder over de methode met warmteafvoerende pads).
Bij het stomplassen van dunne platen metaal worden de randen zorgvuldig bewerkt en schoongemaakt. De aanwezigheid van vuil en roest maakt het lassen nog problematischer. Lijn daarom alles zorgvuldig uit en maak het schoon. Leg de platen heel dicht bij elkaar - zonder tussenruimte. De delen worden vastgezet met klemmen, klemmen en andere hulpmiddelen. Vervolgens worden de delen om de 7-10 cm vastgezet met korte naden - tacken. Hierdoor zullen de delen niet verschuiven en zullen ze minder snel verbuigen.

Hoe dun metaal lassen met een inverter
Lasmachines die gelijkstroom produceren zijn goed omdat we in omgekeerde polariteit kunnen lassen. Om dit te doen, sluiten we een kabel met een elektrodehouder aan op de "+" en verbinden we de "-" met het onderdeel. Met deze aansluiting wordt de elektrode meer verwarmd en het metaal minimaal.
Lees hier hoe je een lasomvormer voor thuis of thuis kiest.
Het is noodzakelijk om te lassen met de dunste elektroden: van 1,5 mm tot 2 mm. Kies tegelijkertijd een elektrode met een hoge smeltcoëfficiënt: dan zal de naad zelfs bij een lage stroom kwalitatief zijn. De stroomsterkte wordt klein ingesteld. Voor elektroden met een grootte van 1,5 mm moet deze ongeveer 30-45 ampère zijn, voor "twee" - 40-60 ampère. Realistisch gezien soms lager: het is belangrijk dat je kunt werken.
| Metaaldikte, mm | 0,5 mm | 1,0 mm | 1,5 mm | 2,0 mm | 2,5 mm |
|---|---|---|---|---|---|
| Diameter elektrode, mm | 1,0 mm | 1,6 mm - 2 mm | 2 mm | 2,0 mm - 2,5 mm | 3 mm |
| Stroomsterkte, A | 10-20 ampère | 30-35 ampère | 35-45 mm | 50-65 mm | 65-100 mm |
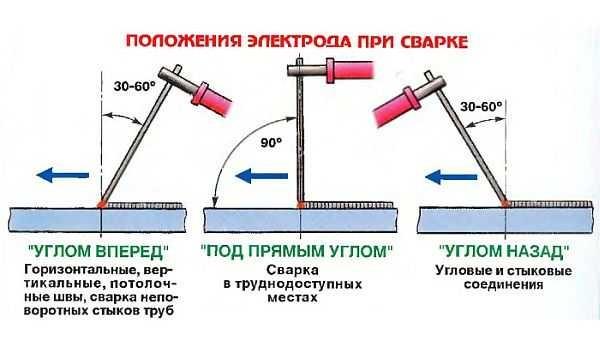
Om het metaal minder te verhitten, worden de delen in verticale of ten minste schuine richting geplaatst. Vervolgens wordt er van boven naar beneden gelast, waarbij de punt van de elektrode strikt in deze richting wordt bewogen (niet afbuigend en niet terugkerend). De hellingshoek - hoek naar voren, met een waarde van 30-40 °. Op deze manier zal de verwarming van het metaal minimaal zijn, en dit is een van de belangrijkste taken bij het lassen van dunne metalen.
Een algemene aanbeveling voor de keuze van elektroden voor het lassen van dunne metalen: koop geïmporteerde elektroden van hoge kwaliteit voor dergelijk werk. Problemen zullen vele malen minder zijn.
Lees hier meer over het maken van een schuur op een metalen frame.
Technieken en methoden voor het lassen van dunne metalen platen
Soms moeten dunne platen onder een hoek worden gelast. In dit geval is het handiger om de flensmethode te gebruiken: de randen van de plaat worden in de gewenste hoek gebogen en om de 5-10 cm worden korte dwarsnaden vastgezet. Na het lassen zoals hierboven vermeld: een doorlopende naad van boven naar beneden.
De video laat zien hoe je dun plaatmetaal kunt lassen met een elektrode met behulp van een lasomvormer. Er wordt gebruik gemaakt van de flensmethode: de randen van de onderdelen worden gebogen en vervolgens op verschillende plaatsen vastgenaaid met korte naden. Na het lassen met een dunne elektrode met een dikte van 2 mm.

Het is niet altijd mogelijk om inbranden te voorkomen als je last zonder af te scheuren. Dan kun je proberen de vlamboog even af te scheuren en dan de elektrode weer op dezelfde plaats te laten zakken en een paar millimeter verder te brengen. Dus de boog afbreken en weer terugbrengen, en koken. Bij deze methode blijkt dat het metaal tijdens het afbreken van de boog de tijd heeft om af te koelen. In de video zie je hoe de kleur van de lasplaats verandert nadat de elektrode is verwijderd. Het belangrijkste is om het metaal niet te veel te laten afkoelen.
Het lassen van dun metaal met een afbreekboog wordt gedemonstreerd in het eerste deel van de video. De methode van de verbinding - overlap (een deel overlapt de tweede met 1-3 cm), met behulp van een elektrode met een rutiel coating (voor structurele en laaggelegeerd staal). Vervolgens getoond lassen roestvrij staal roestvast stalen elektrode met basis coating, en ten slotte dezelfde roestvrij stalen elektrode laste de verbinding van zwart metaal. De naad bleek overigens van hogere kwaliteit dan bij gebruik van de aanbevolen elektroden.

Lees hier meer over de keuze van elektroden voor het lassen met een invertermachine.
Als bij het lassen van dun metaal geen doorlopende naad hoeft te worden gemaakt, gebruik dan een puntlas. Bij deze manier van lassen worden kleine hechtlassen op een kleine afstand van elkaar gemaakt. Deze methode wordt een onderbroken las genoemd.

Over het algemeen is stomplassen van dun ijzer moeilijk. Overlappen is gemakkelijker: de delen worden niet zo oververhit en er is minder kans dat alles gaat "hangen".
Lees hier meer over de soorten lassen en verbindingen.
Bij het elektrisch stuiklassen van dun metaal kun je een dunne draad met een diameter van 2,5-3,5 mm tussen de platen leggen (je kunt de coating van beschadigde elektroden afkloppen en ze gebruiken). De draad wordt zo geplaatst dat hij aan de voorkant gelijk ligt met het oppervlak van het metaal en aan de achterkant bijna de helft van de diameter uitsteekt. Tijdens het lassen wordt de boog op deze draad geleid. Deze neemt de belangrijkste thermische belasting op zich en de gelaste metalen platen worden verwarmd door perifere stromen. In dit geval raken ze niet oververhit, trekken ze niet krom, is de naad glad, zonder tekenen van oververhitting. Na het verwijderen van de draad is het moeilijk om sporen van zijn aanwezigheid te zien.

Een andere manier is om koperen platen onder de verbinding te leggen. Koper heeft een zeer hoog warmtegeleidingsvermogen - 7-8 keer hoger dan staal. Geplaatst onder de lasplaats neemt het een aanzienlijk deel van de warmte weg, waardoor oververhitting van het metaal wordt voorkomen. Deze methode om dunne metalen te lassen wordt "met warmteafvoerende pads" genoemd.
Lees hier hoe je een pergola van metaal last. Misschien vind je het interessant om te lezen hoe je een vuurkorf maakt van een gasfles of metaal? Het ding is nodig en om het lassen onder de knie te krijgen geschikt.
Lassen van gegalvaniseerd staal
Gegalvaniseerd staal is hetzelfde dunne plaatstaal, maar dan bekleed met een laag zink. Als je het moet lassen, moet de coating van de te lassen randen volledig worden verwijderd, tot puur staal. Er zijn verschillende manieren. De eerste is om het mechanisch te verwijderen: met een schuurschijf op een bolgar of slijpmachine, schuurpapier en een metaalborstel. Er is ook een manier - uitbranden met lassen. In dit geval wordt de elektrode twee keer langs de naad gehaald. In dit geval is er verdamping van zink (het verdampt bij 900 ° C), en de dampen zijn zeer giftig. Dit werk kan dus buiten worden gedaan of als er een kap op de werkplek is. Na elke passage is het noodzakelijk om de flux af te kloppen.

Nadat het zink volledig is verwijderd, begint het eigenlijke lassen. Bij het lassen van gegalvaniseerde pijpen zijn twee gangen met verschillende elektroden nodig om een goede las te krijgen. De eerste las wordt gelast met rutiel beklede elektroden zoals MR-3, ANO-4, OZS-4. In dit geval hebben de trillingen een zeer kleine amplitude. In dit geval hebben de trillingen een zeer kleine amplitude. De bovenste naad - geconfronteerd met breder te maken. Deze is ongeveer gelijk aan drie diameters van de elektrode. Hier is het belangrijk om niet te haasten en goed te lassen. Gebruik voor deze doorgang elektroden met de hoofdcoating (bijvoorbeeld UONI-13/55, UONI-13/45, DSC-50).
Lees hier meer over het kiezen van elektroden voor inverterlassen.






Het lassen van dun metaal is een game-changer! Ik herinner me de eerste keer dat ik het probeerde - man, wat een kick! De vonken die rondvlogen en die perfecte lasparel was episch! Je moet gewoon de hitte goed houden en het juiste vulmiddel gebruiken. Helemaal de moeite waard voor die gave projecten!