

Suvirinant elektra, metalas įkaitinamas elektros lanku tarp ruošinio ir elektrodo. Metalas lydosi ir susidaro suvirinimo siūlė. Suvirinimo būdai ir elektrodo padėtis gali skirtis priklausomai nuo metalo ir jungties tipo. Papasakosime, kaip suvirinti siūles, kad sujungimas būtų patikimas ir gražus.
Straipsnio turinys
Suvirinimo siūlių ir jungčių tipai
Siūlių klasifikacija yra gana plati. Pirmiausia jos skirstomos pagal dėklų sujungimo tipą. Priklausomai nuo patikimumo reikalavimų, siūlės gali būti taikomos iš vienos arba iš dviejų pusių. Naudojant abipusį suvirinimą, konstrukcija būna patikimesnė ir geriau išlaiko formą. Jei suvirinama tik viena siūlė, gaminys dažnai būna iškreiptas: siūlė "traukia". Jei yra dvi, šios jėgos kompensuojamos.
Būtina atkreipti dėmesį į tai, kad norint kokybiškai suvirinti, metalas neturi būti surūdijęs. Todėl suvirinimo vietos iš anksto nušlifuojamos arba apdorojamos pjūkleliu - kol visiškai išnyks rūdys. Tada, priklausomai nuo reikalavimų, kraštas šlifuojamas arba ne.
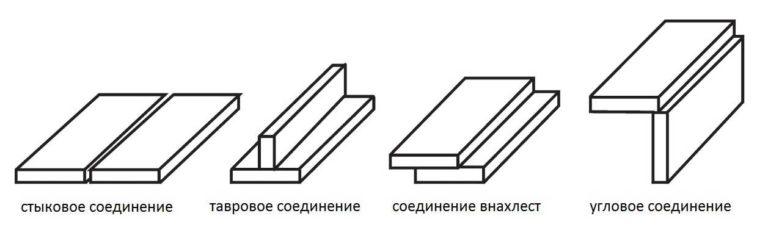
sandūrinis sujungimas (sandūrinis suvirinimas)
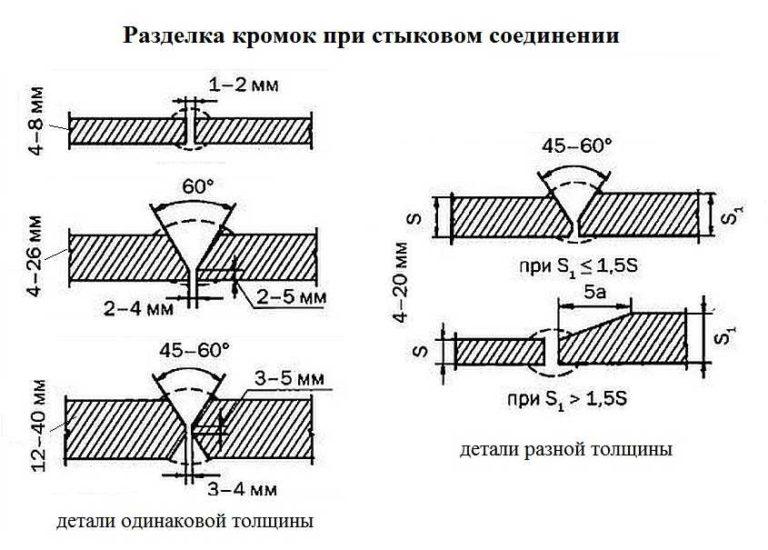
Suvirinimo sandūra naudojama jungiant lakštinio metalo arba vamzdžių galus. Dalys dedamos taip, kad tarp jų būtų 1-2 mm tarpas, jei įmanoma, standžiai tvirtinamos spaustukais. Suvirinant tarpas užpildomas išlydytu metalu.
Plonas - iki 4 mm storio - lakštinis metalas suvirinamas be išankstinio paruošimo (rūdžių pašalinimas neskaičiuojamas, jis yra privalomas). Šiuo atveju suvirinama tik viena pusė. Kai detalių storis nuo 4 mm, siūlė gali būti vienguba arba dviguba, tačiau kraštus būtina užsandarinti vienu iš nuotraukoje pavaizduotų būdų.
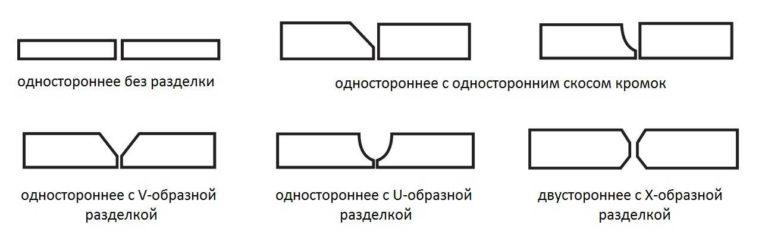
- Kai ruošinio storis yra nuo 4 mm iki 12 mm, siūlė gali būti vienguba. Tada kraštai valomi bet kuriuo iš metodų. Kai storis iki 10 mm, patogiau ruošti vienpusiškai, o storesnės detalės dažniau valomos V forma. U formos nuvalymą atlikti sunkiau, todėl jis naudojamas rečiau. Jei suvirinimo kokybei keliami aukšti reikalavimai, kai storis didesnis nei 6 mm, būtina nuimti juosteles iš abiejų pusių ir suvirinti dvigubai - iš vienos ir kitos pusės.
- Suvirinant 12 mm ar storesnį metalą "nuo galo iki galo", būtinai reikia atlikti dvigubą suvirinimą, nes tokio sluoksnio neįmanoma įkaitinti iš vienos pusės. Kraštų apvadai yra dvipusiai, X raidės formos. Tokio storio kraštų apvadus naudoti V arba U formos neapsimoka: jiems užpildyti reikia kelis kartus daugiau metalo. Dėl to padidėja elektrodų sąnaudos ir gerokai sumažėja suvirinimo greitis.
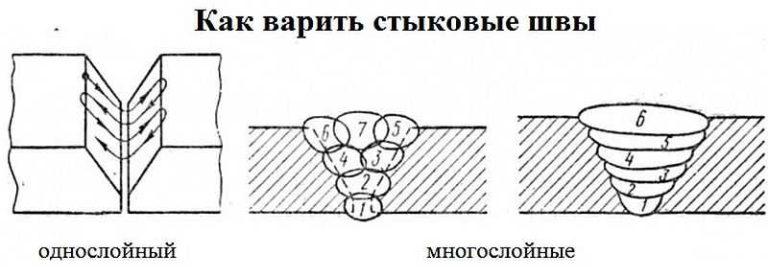
Jei vis dėlto nusprendžiama suvirinti didelio storio metalą su vienašale pertvara, suvirinimo siūlę reikės užpildyti keliais praėjimais. Tokios suvirinimo siūlės vadinamos daugiasluoksnėmis. Kaip šiuo atveju suvirinti siūlę, parodyta toliau pateiktame paveikslėlyje (skaičiai rodo metalo sluoksnių klojimo suvirinimo metu tvarką).
Apie plono metalo suvirinimą inverteriniu suvirinimo aparatu skaitykite čia.
Perdangos jungtis
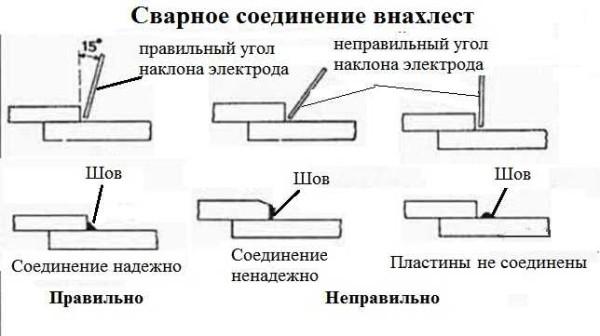
Šio tipo jungtis naudojama virinant iki 8 mm storio lakštinį metalą. Ji suvirinama iš abiejų pusių, kad tarp lakštų nepatektų drėgmės ir korozijos.
Atliekant suvirinimą su užlaida, būtina teisingai parinkti elektrodo pasvirimo kampą. Jis turėtų būti apie 15-45°. Tada gaunamas patikimas sujungimas. Nukrypstant į vieną ar kitą pusę, didžioji dalis išlydyto metalo patenka ne į jungtį, o į šoną, sujungimo stiprumas labai sumažėja arba dalys lieka visai nesujungtos.
Klosčių ir kampinės jungtys
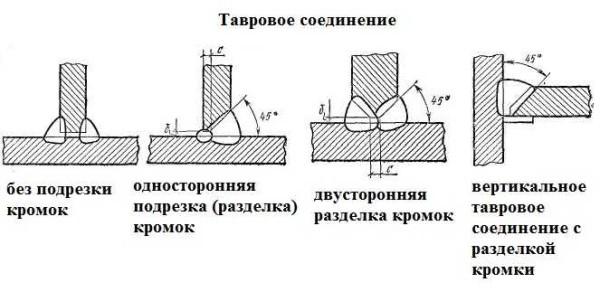
T formos suvirinimo jungtis žymima raide "T", o kampinė jungtis - raide "G". T formos sandūra gali būti vienguba arba dviguba. Kraštai taip pat gali būti nupjauti arba nenupjauti. Kraštų pjaustymo poreikis priklauso nuo suvirinamų dalių storio ir sujungimų skaičiaus:
- metalo storis iki 4 mm, vienguba siūlė - nereikia apipjauti kraštų;
- storis nuo 4 mm iki 8 mm - dviguba siūlė be kraštų apdirbimo;
- nuo 4 mm iki 12 mm - vienguba siūlė su pjovimu vienoje pusėje;
- nuo 12 mm kraštas nupjaunamas iš abiejų pusių, o suvirinimo siūlės taip pat daromos dvi.
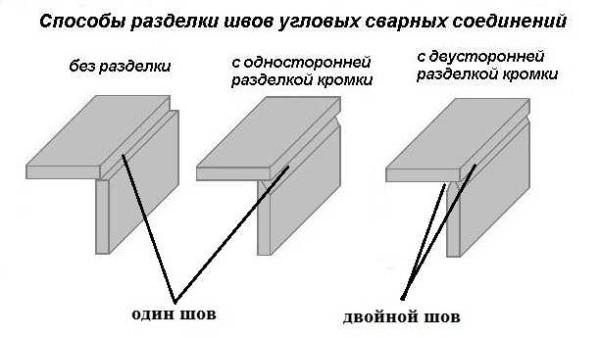
Kampinę siūlę galima laikyti T formos sandūros dalimi. Rekomendacijos čia lygiai tokios pačios: ploną metalą galima suvirinti nenupjaunant briaunų, o norint didesnio storio, reikia pašalinti dalį vienos arba abiejų pusių.
Kampines ir T formos jungtis kartais reikia suvirinti iš abiejų pusių (dvi suvirinimo siūlės). Norint tinkamai suvirinti tokią jungtį, dalys pasukamos taip, kad metalo plokštumos būtų tuo pačiu kampu. Nuotraukoje šis metodas pasirašytas "valtyje". Taip lengviau apskaičiuoti elektrodo judesius, ypač pradedančiajam suvirintojui.
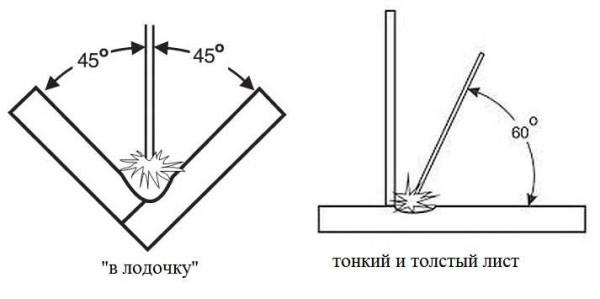
Jungiant ploną ir storą metalą, elektrodo pasvirimo kampas turėtų būti skirtingas - apie 60° į storesnę dalį. Tokioje padėtyje didžioji kaitinimo dalis teks jai, plonas metalas neperdegs, kas gali atsitikti, jei pasvirimo kampas yra 45 °.
Kampinių siūlių suvirinimas
Virinant kampines siūles reikia stebėti elektrodo padėtį ir judėjimą. Turėtumėte gauti tolygiai užpildytą siūlę. Lengviau tai įgyvendinti, jei suvirinamas dalis pastatysite "į valtį", tačiau tai ne visada įmanoma.
Jei apatinė plokštuma yra horizontaliai, dažnai paaiškėja, kad vertikalioje plokštumoje, taip pat pačiame kampe yra mažai metalo: jis sukraunamas žemyn. Taip atsitinka, jei elektrodas kampučio viršūnėje yra trumpiau nei prie jo šonų. Elektrodo galo judėjimas turi būti tolygus. Antroji priežastis yra ta, kad elektrodo skersmuo yra per didelis, todėl jis negali nusileisti žemiau ir tinkamai įkaitinti sandūros.
Norint išvengti šio defekto, lankas uždegamas ant horizontalaus paviršiaus (taške "A"), elektrodas perkeliamas į vertikalų paviršių, tada apskritiminiu judesiu grąžinamas į vietą. Kai elektrodas yra virš sandūros, jo pasvirimas yra 45°, judant aukštyn kampas šiek tiek sumažėja (paveikslas kairėje), judant prie horizontalaus paviršiaus kampas padidėja. Naudojant šį metodą, siūlė bus užpildyta tolygiai.
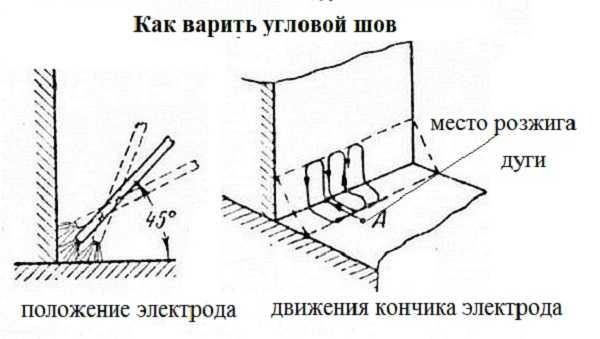
Virindami kampines jungtis taip pat įsitikinkite, kad elektrodo laikas visuose trijuose taškuose (šonuose ir centre) buvo vienodas.
Apie elektrodų inverteriniams suvirinimo aparatams pasirinkimą skaitykite čia.
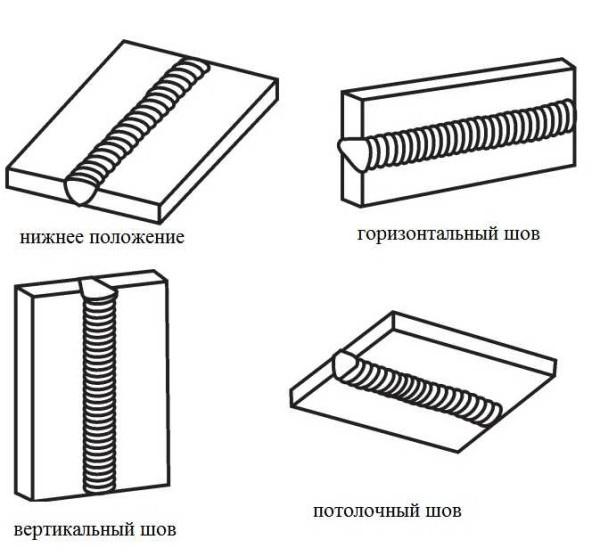
Padėtis erdvėje
Be skirtingų jungčių tipų, suvirinimo siūlės gali būti skirtingai išdėstytos erdvėje. Būna, kad jos būna žemesnėje padėtyje. Suvirintojui tai yra patogiausia. Taip lengviausia kontroliuoti suvirinimo vonelę. Visos kitos padėtys - horizontalios, vertikalios ir lubų siūlės - reikalauja tam tikrų suvirinimo technikos žinių (apie tai, kaip suvirinti tokias siūles, skaitykite toliau).
Kaip suvirinti siūlę
Suvirinant apatinėje padėtyje net ir pradedančiajam suvirintojui nekyla jokių sunkumų. Tačiau visose kitose padėtyse reikia išmanyti technologiją. Kiekvienai padėčiai yra skirtingos rekomendacijos. Toliau aptariama kiekvieno tipo suvirinimo siūlių atlikimo technika.
Vertikalių siūlių suvirinimas
Suvirinant vertikalioje padėtyje esančias detales, išlydytas metalas veikiamas sunkio jėgos slenka žemyn. Kad lašai nenutrūktų, naudojamas trumpesnis lankas (elektrodo galas yra arčiau suvirinimo vonelės). Kai kurie meistrai, jei elektrodai leidžia (nelimpa), apskritai juos atremia į detalę.
Metalo paruošimas (briaunų pjovimas) atliekamas atsižvelgiant į jungties tipą ir suvirinamų dalių storį. Tada jos fiksuojamos tam tikroje padėtyje, sujungiamos kelių centimetrų žingsniu trumposiomis skersinėmis siūlėmis - "priklijavimu". Šios siūlės neleidžia dalims pasislinkti.
Vertikali siūlė gali būti suvirinta iš viršaus į apačią arba iš apačios į viršų. Patogiau dirbti iš apačios į viršų: lankas stumia suvirinimo vonelę į viršų, neleisdamas jai nusileisti žemyn. Lengviau atlikti kokybišką suvirinimą.
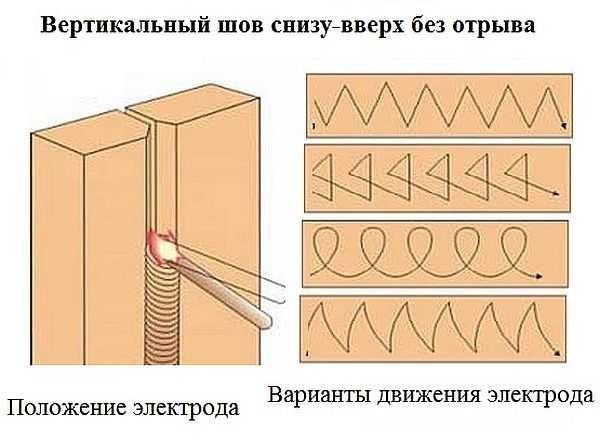
Šiame vaizdo įraše parodyta, kaip teisingai suvirinti vertikalią siūlę elektriniu suvirinimu, kai elektrodas judinamas iš apačios į viršų ir neatitrūksta. Taip pat demonstruojama trumpojo suvirinimo technika. Šiuo atveju elektrodo judesiai vyksta tik aukštyn ir žemyn, be horizontalaus poslinkio, suvirinimo siūlė gaunasi beveik plokščia.

Dalis galima sujungti vertikalioje padėtyje su atplėšiamuoju lanku. Pradedantiesiems suvirintojams tai gali būti patogiau: per atitrūkimo laiką metalas turi laiko atvėsti. Taikant šį metodą galima net atremti elektrodą į suvirinimo kraterio lentyną. Taip yra lengviau. Judesių schema beveik tokia pati kaip ir be atskyrimo: iš šono į šoną, kilpos arba "trumpas ritinėlis" - aukštyn ir žemyn.
Kaip suvirinti vertikalią siūlę su atplėšimu, žiūrėkite šiame vaizdo įraše. Tame pačiame vaizdo įraše parodyta srovės stiprumo įtaka siūlės formai. Apskritai srovė turėtų būti 5-10 A mažesnė nei rekomenduojama tokio tipo elektrodui ir metalo storiui. Tačiau, kaip parodyta vaizdo įraše, tai ne visada teisinga ir nustatoma eksperimentiškai.

Kartais vertikali siūlė suvirinama iš viršaus į apačią. Tokiu atveju uždegdami lanką laikykite elektrodą statmenai suvirinamiems paviršiams. Užsidegę šioje padėtyje, įkaitinkite metalą, tada nuleiskite elektrodą ir suvirinkite šioje padėtyje. Suvirinti vertikalią siūlę iš viršaus į apačią nėra labai patogu, reikia gerai kontroliuoti suvirinimo vonelę, tačiau ir tokiu būdu galima pasiekti gerų rezultatų.

Kaip suvirinti horizontalią siūlę
Horizontali suvirinimo siūlė vertikalioje plokštumoje gali būti suvirinama iš dešinės į kairę arba iš kairės į dešinę. Skirtumo nėra, kam patogiau, tas taip ir suvirina. Kaip ir suvirinant vertikalią siūlę, vonelė bus nukreipta žemyn. Todėl elektrodo pasvirimo kampas yra gana didelis. Jis parenkamas priklausomai nuo judėjimo greičio ir srovės parametrų. Svarbiausia, kad vonelė išliktų savo vietoje.
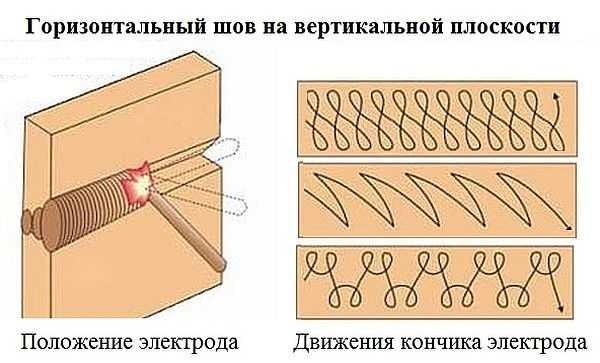
Jei metalas teka žemyn, padidinkite judėjimo greitį ir mažiau įkaitinkite metalą. Kitas būdas - daryti lanko pertraukas. Per šias trumpas pertraukas metalas šiek tiek atvėsta ir neteka žemyn. Taip pat galite šiek tiek sumažinti srovės stiprumą. Tik visos šios priemonės taikomos palaipsniui, o ne visos iš karto.
Toliau pateiktame vaizdo įraše parodyta, kaip tinkamai suvirinti metalą vertikalioje padėtyje su horizontalia siūle.

Lubų suvirinimas
Šis suvirinto sujungimo tipas yra sudėtingiausias. Reikia aukštų įgūdžių ir geros suvirinimo baseino kontrolės. Norint atlikti šią siūlę, elektrodas laikomas stačiu kampu į lubas. Lankas yra trumpas, o greitis pastovus. Dažniausiai atliekami apskritiminiai judesiai, kad būtų išplėsta suvirinimo siūlė.

Suvirinimo siūlių valymas
Po suvirinimo ant metalo paviršiaus lieka nuosėdų, metalo ir šlako lašelių. Pati suvirinimo siūlė paprastai būna išgaubta, išsikišusi virš paviršiaus. Visus šiuos defektus galima pašalinti: išvalyti.
Po suvirinimo siūlės valomos etapais. Pirmuoju etapu kaltu ir plaktuku nuo paviršiaus nuvalykite apnašas ir šlaką. Antrajame, jei reikia, palyginkite siūlę. Čia jums reikia įrankio: bulgaro, turinčio metalo šlifavimo diską. Priklausomai nuo to, koks lygus paviršius, reikia naudoti skirtingo grūdėtumo šlifavimo priemones.
Suvirinimo siūlių defektai
Pradedantieji suvirintojai, darydami suvirinimo siūles, dažnai daro klaidų, dėl kurių atsiranda defektų. Kai kurios iš jų yra kritinės, kai kurios - ne. Bet kuriuo atveju svarbu mokėti nustatyti klaidą, kad vėliau galėtumėte ją ištaisyti. Dažniausiai pasitaikantys defektai tarp pradedančiųjų yra nevienodas siūlės plotis ir netolygus jos užpildymas. Taip atsitinka dėl netolygaus elektrodo antgalio judėjimo, judesių greičio ir amplitudės pokyčių. Kaupiant patirtį, šie trūkumai tampa vis mažiau pastebimi, o po kurio laiko visai išnyksta.
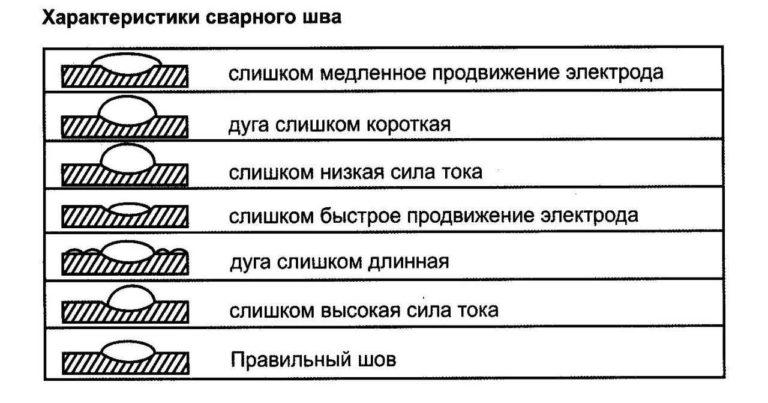
Kitas klaidas - srovės stiprumo ir lanko dydžio pasirinkimo - galima nustatyti pagal siūlės formą. Jas sunku apibūdinti žodžiais, lengviau pavaizduoti. Toliau pateiktoje nuotraukoje pavaizduoti pagrindiniai formos defektai - pabraižymai ir netolygus užpildymas, aprašytos juos sukėlusios priežastys.
Ne suvirinimo
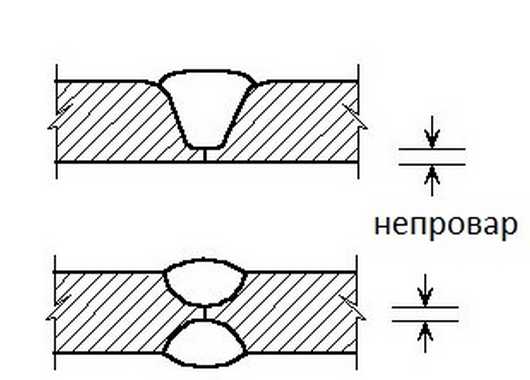
Šį defektą sudaro nepilnas dalių jungties užpildymas. Šį defektą būtina ištaisyti, nes jis turi įtakos sujungimo tvirtumui. Pagrindinės priežastys yra šios:
- nepakankama suvirinimo srovė;
- didelis važiavimo greitis;
- nepakankamas kraštų paruošimas (suvirinant storus metalus).
Jis pašalinamas koreguojant srovę ir mažinant lanko ilgį. Tinkamai parinkus visus parametrus, toks reiškinys pašalinamas.
Apie inverterinio suvirinimo aparato pasirinkimą namams ir namams skaitykite čia.
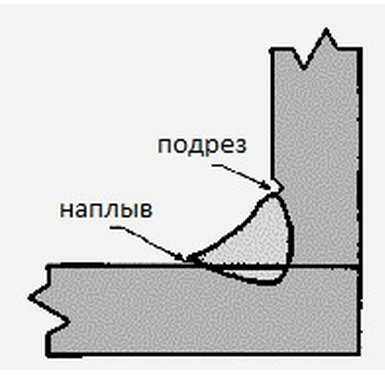
. Apatinis pjūvis
Šis defektas - tai išilgai metalo siūlės esantis griovelis. Paprastai atsiranda, kai lankas yra per ilgas. Siūlė tampa plati, lanko temperatūra įkaitimui yra nepakankama. Metalas kraštuose greitai sukietėja, todėl susidaro šie grioveliai. "Gydo" trumpesnis lankas arba srovės stiprumo reguliavimas į didesnę pusę.
Esant kampiniam arba T formos sujungimui, susidaro įpjova, nes elektrodas yra labiau nukreiptas į vertikalią plokštumą. Tada metalas teka žemyn ir vėl susidaro griovelis, tačiau dėl kitos priežasties: vertikalioji suvirinimo siūlės dalis yra per karšta. Tai pašalinama sumažinant srovę ir (arba) sutrumpinant lanką.
Sudeginti
Tai yra kiaurymė suvirinimo siūlėje. Pagrindinės priežastys:
- per didelė suvirinimo srovė;
- nepakankamas važiavimo greitis;
- per didelis tarpas tarp kraštų.

Koregavimo būdai aiškūs - bandome rasti optimalų suvirinimo režimą ir elektrodo greitį.
Poros ir išgraužos
Poros atrodo kaip mažos skylutės, kurios gali būti sugrupuotos į grandinėlę arba išsibarsčiusios po visą suvirinimo siūlės paviršių. Jos yra nepriimtinas defektas, nes labai sumažina jungties stiprumą.
Atsiranda porų:
- nepakankama suvirinimo vonelės apsauga per didelis apsauginių dujų kiekis (nekokybiški elektrodai);
- skersvėjis suvirinimo zonoje, kuris nukreipia apsaugines dujas ir deguonis patenka į išlydytą metalą;
- ant metalo yra nešvarumų ir rūdžių;
- nepakankamas briaunų pjovimas.
Krūvos atsiranda, kai suvirinama su netinkamai parinktais suvirinimo režimais ir parametrais. Tai yra tekantis metalas, kuris nesusijungė su pagrindine dalimi.

Šalti ir karšti įtrūkimai
Karštieji įtrūkimai atsiranda metalui aušėjant. Jie gali būti nukreipti išilgai arba skersai suvirinimo siūlės. Šaltieji įtrūkimai atsiranda jau ant šaltosios siūlės, kai tokio tipo siūlėms tenka per didelės apkrovos. Dėl šaltųjų įtrūkimų suvirinta jungtis sugenda. Šiuos defektus galima pašalinti tik iš naujo suvirinant. Jei defektų yra per daug, suvirinimo siūlė nupjaunama ir suvirinama iš naujo.

Čia aprašomi inverterinio suvirinimo būdai.






Žmogau, prisimenu savo pirmąjį suvirinimo kartą! Labai nervinausi dėl tų lubų sujungimų. Bet kai tik įvaldžiau, buvau užsidegęs! Svarbiausia išlaikyti tinkamą kampą. Dabar galiu suvirinti bet kokią jungtį kaip profesionalas! Negaliu sulaukti, kada galėsiu išbandyti daugiau!