
 i tubi in polipropilene")
More and more often metal pipes are being replaced by plastic pipes, in particular polypropylene. They have a long service life (up to 50 years), do not rust, do not rot, weigh a little, and you can assemble everything with your own hands, without involving specialists. Welding polypropylene pipes requires some skill, but it comes quickly. Preliminary you can practice on small scraps and inexpensive fittings, and then take up the creation of more serious things.

Contenuto dell'articolo
Types and purpose
Polypropylene pipes can be four colors – green, gray, white and black. Different characteristics only black – they have increased resistance to ultraviolet light and are used when laying the irrigation system on the ground. All others have similar characteristics and are laid indoors or buried in the ground.
According to the purpose of polypropylene pipes are of the following types:
For both cold and hot water there are pipes with different characteristics. This is reflected in the marking:
- PN10 are used exclusively in cold water supply systems ( up to +45°C) with low pressure (up to 1 MPa). They have a small wall thickness. Not suitable for multi-storey buildings.
- PN16. Often labeled as universal, but more often used for cold water – can withstand medium heating up to +65°C and pressure up to 1.6 MPa.
- PN20. Thick-walled pipes that can transport medium with temperature up to +80°C, withstand pressure up to 2 MPa. They are used in hot water distribution and heating systems.
- PN25. These are reinforced polypropylene pipes (foil or fiberglass). Due to the presence of a reinforcing layer, they often have a smaller wall thickness than PN20. Medium heating temperature – up to +95°C, pressure – up to 2.5 MPa. They are used for hot water supply and heating.
All of them are produced in different diameters – up to 600 mm, but in apartments and private houses are used mainly in sizes from 16 mm to 110 mm. Note that the internal diameter is indicated, since the wall thickness can be different.
What is welding of polypropylene pipes
Polypropylene is characterized by increased rigidity, and, to create systems of the required configuration, fittings from the same material are used. These are various angles, tees, bypasses, adapters, couplings, etc. With pipes, they are connected by soldering. This process is also called welding, but the essence of it does not change: two elements are heated to the melting point and, in a hot state, are connected to each other. If done correctly, the connection turns out to be monolithic and serves no less than the pipes themselves.

To connect polypropylene with metals, there are combined fittings, in which one part is made of metal and is connected using a threaded connection, and the second – polypropylene – is welded.
What to solder
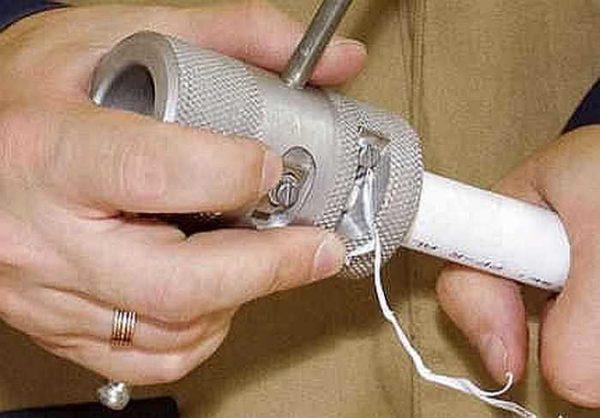
Welding polypropylene pipes is carried out with the help of a special device, which is called a soldering iron or welding machine. This is a small metal platform, inside which there is an electric spiral that heats the surface. Because of this design, this unit is also called an iron.

To connect the two elements, the spliced surfaces are heated to the melting point (+260 °). To heat the element to the desired depth, two different Teflon-coated metal nozzles are placed on the welding platform:
The two elements to be joined are simultaneously put on the respective nozzles, held for a certain period of time (a few seconds), then joined. This is how polypropylene pipes are welded.
How to weld
The designs of soldering irons for polypropylene pipes are slightly different, but the principles of working with them are common. There are two basic models – with a flat platform or a cylindrical heater. With normal quality, both work, there is practically no difference. Whoever is more comfortable, that’s what they choose.

Lavoro di preparazione
Before you start work, you need to warm up the soldering iron, but it’s not so simple. The order of its preparation is as follows:
- First, attachments of a suitable diameter are installed on the platform.
- In the hole in the platform, a stud is threaded through, the mandrel and sleeve are put on it from both sides, tightened with nuts on both sides.
- If the heating element is in the form of a tube, the nozzles for it are sold fixed on a plate. The plate is put on the heating element and the fixing bolt is tightened.
- The required heating temperature is set on the regulator. For polypropylene pipes the welding temperature is +260°C. This is what we set on the regulator, turn on the mains.
- Wait for the signal of the set temperature. In some models there is a sound signal, but, in general, the LED lights up or goes out (different models have different ways).
The soldering iron is ready to work. But it is still necessary to prepare pipes and fittings. The first condition for quality welding is an even cut. The cut must be strictly vertical, without burrs and scrapes. Such a cut can be obtained using special scissors. They have two wide jaws at the bottom, fixing the pipe in place, and the cutting part is at the top.

The second condition for good soldering of PP pipes is clean, dry, degreased parts. If you want the water supply or heating to serve for a long time and do not leak, this procedure should not be skipped. The pipe cut and fitting are cleaned with alcohol or water with dish detergent. Then wait until everything dries, and only then begin the soldering process.
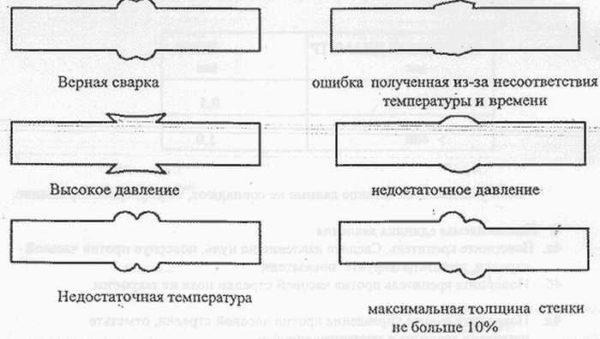
How long to heat
When welding polypropylene should be heated strictly to the required temperature. Overheating and underheating significantly reduce the quality of the weld. Too overheated and softened pipe will simply not insert into the fitting, and insufficiently heated material will not fuse.
Heating time depends on pipe diameter, air temperature and is listed in the table.
| Polypropylene pipe diameter | Welding depth | Heating time | Welding time | Cooling time |
|---|---|---|---|---|
| 16 | 12-14 mm | 5 с | 6 с | 2 min |
| 20 | 14-17 mm | 6 с | 6 с | 2 min |
| 25 | 15-19 mm | 7 с | 10 с | 2 min |
| 32 | 16-22 mm | 8 с | 10 с | 4 min |
| 40 | 18-24 mm | 12 с | 20 с | 4 min |
| 50 | 20-27 mm | 18 с | 20 с | 4 min |
| 63 | 24-30 mm | 24 с | 30 с | 6 min |
| 75 | 26-32 mm | 30 с | 30 с | 6 min |
Generally, soldering can be done at +5°C, but the data are given for +20°C. If the weather is hotter, the time of holding the elements on the soldering iron is reduced by 30-60 seconds, if the weather is colder, the time is increased.
Pay attention to the column “depth” of welding in the table. This mark is placed on the pipe. Up to her it will be necessary to press it into the fitting. At the same time, a small roll of molten plastic will form in front of the edge of the fitting. This will mean that the seam is made correctly.
Another column that needs clarification is the “welding time”. This is the time for which you need to squeeze and fix the elements to be welded.
In general, if you try to insert a cold pipe into the fitting, it should go in with great difficulty – the outer diameter of the pipe is slightly larger than the inner diameter of the fitting. This is done intentionally, to provide some excess material, from which a roll on the seam is formed. To weld polypropylene pipes was reliable, it is better to take all the components of the same company. So it is guaranteed that the dimensions will coincide. Otherwise, it is necessary to try on – so that the fitting does not “skip”, but stretched with difficulty.
Technology
As already mentioned, when welding polypropylene pipes, they and fittings should be cleaned, degreased and dried. And only after that you can start soldering.
Such preparation is suitable for all types of pipes, except for foil-reinforced pipes. In this case, after cutting off the necessary piece, the cut is cleaned to the foil with a special device – shaver. The pipe is inserted into it and rotated several times. This removes the top layer of plastic, after which you can degrease and solder.
After the surface dries, a mark is drawn on the pipe, marking the distance to which it should be pressed into the fitting (it is easiest to use a thin marker or a sharply honed simple pencil).

Soldering polypropylene step by step
Then the technology of welding polypropylene pipes is as follows:
- The cut section of the pipe is put on the mandrel, the fitting is inserted into the sleeve. Do it at the same time, in the extreme case, the fitting is put on earlier, since it has a large wall thickness. The delay should be very small.

- Hold the elements for the required amount of time.
- Remove from the nozzles, connect by pushing the pipe into the fitting up to the mark. The connection is only linear, the elements must not be rotated in relation to the horizontal axis (do not twist, even if you really want to). It is possible to equalize the horizontality immediately after the connection, if a discrepancy is noticed.

- When joining, it is necessary to apply quite a lot of force. The same force is maintained for several seconds (in the table in the column “welding time”).
- After the specified time has elapsed, the pressure is stopped and the joint must not be disturbed for a few minutes (in the table in the column “cooling time”). After that, it can be considered that the soldering of the polypropylene pipe is finished. You can proceed to the next weld.


One note: immediately after welding is finished, inspect the nozzles on the soldering iron. If there is any material residue, it is removed with a soft, lint-free, non-linting (white) cloth. Do not leave the plastic on the soldering iron – the next fragment will stick and it will be difficult to remove. Do not clean the nozzles with abrasives – their coating is Teflon, they scratch easily. And even microscopic scratches will lead to the fact that the fragment on the soldering iron (iron), will stick.
By the way, it is better to work in thread gloves – less burns will be.
Before putting the system into operation, it must be checked. This is done by means of pressure testing. What it is, and how to do it, read here.
Wiring polypropylene pipes
Polypropylene pipes are used for the installation of comb cold or hot water, heating. The choice of diameter in each case is individual – it depends on the volume of liquid that needs to be pumped per unit of time, the required speed of its movement (formula on the photo).
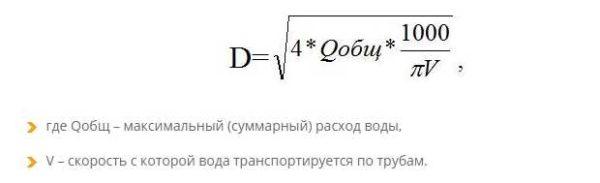
Calculation of pipe diameters for heating systems is a separate topic (determine the diameter after each branch), for water pipes everything is easier. In apartments and houses for these purposes use pipes with a diameter of 16 mm to 30 mm, and the most popular – 20 mm and 25 mm.
Counting fittings
After determining the diameter, the total length of the pipeline is considered, depending on its structure, fittings are purchased. With the length of pipes, everything is relatively simple – you measure the length, add about 20% for error and possible defects in the work. To determine what fittings are needed, you need a scheme of the pipeline. Draw it, marking all the branches and devices to which you need to connect.

To connect to many appliances, a transition to metal is required. There are also such polypropylene fittings. They have a brass thread on one side, on the other – the usual solder fitting. Immediately it is necessary to look at the diameter of the branch pipe of the connected device and the type of thread that should be on the fitting (internal or external). In order not to make a mistake, it is better to write everything on the diagram – above the branch, where the fitting will be installed.
Further on the scheme counts the number of “T” and “G” shaped connections. For them buy tees and corners. There are also crosses, but they are rarely used. Angles, by the way, there are not only under 90 °. There are 45 °, 120 °. Do not forget about couplings – these are fittings for joining two sections of pipes. Do not forget that polypropylene pipes are not elastic and do not bend, so each turn is made with the help of fittings.
When you buy materials, agree with the seller about the possibility of replacing or returning part of the fittings. Problems usually do not arise, because even professionals can not always immediately accurately determine the required range. In addition, during the installation process, sometimes it is necessary to change the structure of the pipeline, which means that the set of fittings changes.
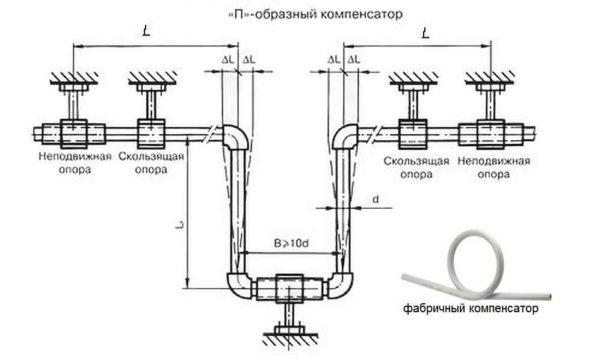
Polypropylene has a fairly significant coefficient of thermal expansion. If a polypropylene hot water pipe or heating system is installed, it is required to make a compensator, with which the elongation or shortening of the pipeline will be leveled. It can be a factory loop-compensator, or assembled according to the scheme of the compensator from finings and pieces of pipes (on the photo above).
Methods of laying
There are two ways of installing polypropylene pipes – open (on the wall) and closed – in the grooves in the wall or in the screed. Polypropylene pipes are fixed on the wall or in the groove on the holders-clips. They are single – for laying one pipe, there are double – when two branches go in parallel. They are fixed at a distance of 50-70 cm. The pipe is simply inserted into the clip and held thanks to the force of elasticity.

When laying in the screed, if it is a warm floor, pipes are fixed to the reinforcing mesh, no other additional fixing is required. If zamonolichivayut will be the supply to the radiators, the pipes can not be fixed. They are rigid and do not change their position even when filled with coolant.

Nuances of soldering
The very process of welding polypropylene pipes, as you have seen, labor does not leave much, but there are a lot of subtleties. For example, it is not clear how to fit the joints of pipes so that the pipes were exactly the length that is required.
Another point of welding polypropylene pipes – soldering in hard-to-reach places. It is not always possible to put on the soldering iron on both sides of the pipe and fitting. For example, we solder in the corner. Soldering iron, have to stick in the corner, on one side of the nozzle rests directly against the wall, the fitting on it will not pull. In this case, put a second set of nozzles of the same diameter and on it warm the fitting.
How to solder polypropylene pipes in a hard-to-reach place
How to switch from iron pipe to polypropylene.






Welding polypropylene pipes is a game changer! I remember when I did it for the first time—such a smooth process. Just makes everything click! Watching the heat join those pipes together was so satisfying. Totally recommend giving it a shot if you haven’t already!
Oh, totally agree! I felt the same when I welded my first poly pipes. It was like magic—everything just came together perfectly. The sound of that heat sealing them was music to my ears! Definitely a must-try for anyone looking to up their plumbing game!
For sure! I remember the first time I soldered copper pipes—felt like a pro! The way it all clicked was so satisfying. It’s like the connection just sparks joy! Totally agree, once you get the hang of it, plumbing feels like an art form!
I know, right? The first time I welded pipes, I was nervous, but when it clicked—wow! That sizzling sound felt like I was leveling up my skills. It’s such a rush! Totally recommend it for anyone wanting to boost their plumbing skills. Just gotta dive in and get it done!