

Ahhoz, hogy egy alkatrészen belső menetet lehessen vágni, elő kell fúrni egy furatot. Ennek mérete nem egyenlő a menet átmérőjével, hanem valamivel kisebbnek kell lennie. A menetfúró átmérőjét egy speciális táblázatban találja meg, de ehhez ismernie kell a menet típusát is.
A cikk tartalma
Alapvető paraméterek
Minden szálat két paraméter jellemez:
- átmérő (D);
- pitch (P) - az egyik fordulattól a másikig terjedő távolság.
Ezeket a GOST 1973257-73 határozza meg. A nagy osztás normálisnak tekinthető, de több kisebb osztásnak felel meg. A kis osztást vékonyfalú termékek (vékony falú csövek) alkalmazásakor alkalmazzák. Szintén kis osztást használnak, ha az alkalmazott menet egy módja annak, hogy bármilyen paramétert beállítsanak. A fordulatok közötti kis távolságot is azért alkalmazzák, hogy növeljék a csatlakozás tömörségét és leküzdjék az alkatrész önlazulásának jelenségét. Más esetekben szabványos (nagy) osztást vágnak.
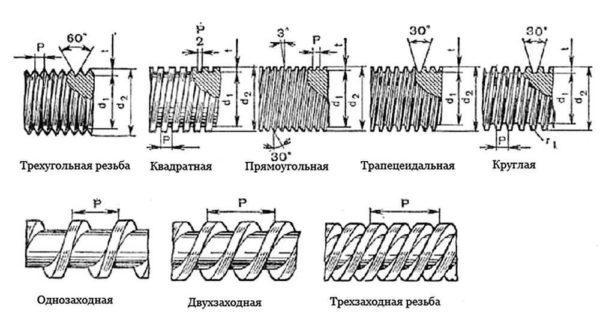
A menettípusok sokfélék, mivel mindegyiknek megvannak a saját kialakulási jellemzői, a menet lyukának átmérője minden esetben más és más. A GOST-okban mindegyiket előírják, de leggyakrabban háromszögletű metrikus és kúpos metrikus meneteket használnak. A következőkben ezekről fogunk beszélni.
A háromszög alakú menetet általában csavarokon és más hasonló kötőelemeken, a kúposat pedig a legtöbb vízvezeték-szerelési terméken figyelhetjük meg, amelyek oldható kapcsolatot feltételeznek.
Eszközök
A szálak saját kezű alkalmazásához kis eszközöket használnak:
Mindezek az eszközök ötvözetekből készülnek, amelyeket fokozott szilárdság és kopásállóság jellemez. Felületükön hornyokat és hornyokat alkalmaznak, amelyek segítségével tükörképüket a munkadarabon kapják.
Minden csapot vagy szerszámot megjelölnek - van egy felirat, amely jelzi, hogy az eszköz milyen típusú menetet vág - átmérő és osztás. Ezeket a tartókba - kulcsok és szerszámok - helyezik be, és csavarokkal rögzítik. Miután a menetvágó eszközt a tartóba szorították, azt felhelyezik/behelyezik arra a helyre, ahol a hasított csatlakozást el kell készíteni. A menetet a készülék elforgatásával alakítják ki. Az, hogy a munka kezdetén mennyire helyesen van elhelyezve a készülék, attól függ, hogy a tekercsek egyenletesen fognak-e lefeküdni. Ezért az első fordulatokat úgy végezze el, hogy megpróbálja egyenletesen tartani a szerkezetet, elkerülve az elmozdulásokat és torzulásokat. Néhány fordulat elvégzése után a folyamat könnyebb lesz.
Kisebb vagy közepes átmérőjű szálakat kézzel vághat. Az összetett típusok (két- és hárommenetesek) vagy a nagy átmérőjű munkák kézzel nem lehetségesek - túl nagy erőfeszítésre van szükség. Ezekre a célokra speciális gépesített berendezéseket használnak - esztergákon, amelyekhez csapokat és szerszámokat csatolnak.
Hogyan kell a menetet helyesen befűzni
A menetvágás szinte bármilyen fémhez és ötvözetükhöz - acél, réz, alumínium, öntöttvas, bronz, sárgaréz stb. - alkalmazható. Nem ajánlott edzett vasra készíteni - túl merev, munka közben szétmorzsolódik, és nem lehet minőségi fordulatokat elérni, ami azt jelenti, hogy a kapcsolat megbízhatatlan lesz.

Előkészítés
Tiszta fémen kell dolgozni - távolítsa el a rozsdát, homokot és egyéb szennyeződéseket. Ezután azt a helyet, ahol a menetet alkalmazni fogják, meg kell kenni (kivéve az öntöttvasat és a bronzot - velük "szárazon" kell dolgozni). Van egy speciális emulzió a kenéshez, de ha ez nem áll rendelkezésre, akkor használhat áztatott szappant. Más kenőanyagok is használhatók:
Gyakran hallani azt a tanácsot, hogy használjon gép- vagy ásványi olajat, vagy akár zsírt a meneteléshez. Ezek jól működnek, de a szakértők szerint jobb, ha ezt nem teszi - a forgácsok megtapadnak a viszkózus anyagon, ami a csap vagy a szerszám gyors kopásához vezet.
A menetvágás folyamata
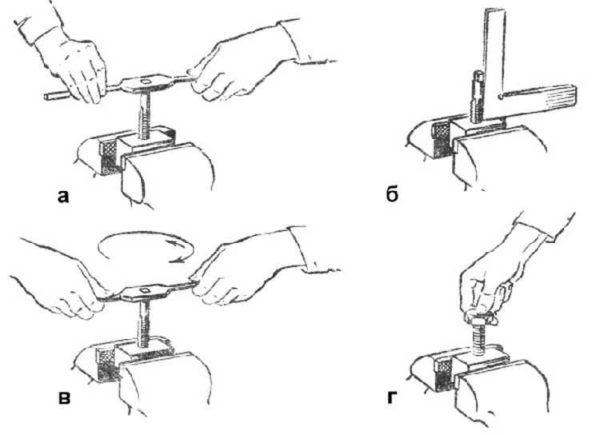
Külső menet vágásakor a szerszámot szigorúan merőlegesen kell elhelyezni a cső vagy rúd felületére. Munka közben nem szabad megingania, különben a fordulatok egyenetlenek lesznek, és a csatlakozás csúnya és megbízhatatlan lesz. Különösen fontosak az első fordulatok. Hogy ezek hogyan "fekszenek", attól függ, hogy a csatlakozás ezután nem lesz-e ferde.
A belső menet alkalmazásakor a darab helyhez kötött. Ha kis darabról van szó, akkor azt be lehet szorítani egy satuba. Ha ez egy nagy lemez - biztosítsa a mozdulatlanságát a rendelkezésre álló módszerekkel, például rudakkal való rögzítéssel. М
A csapot úgy kell behelyezni a furatba, hogy tengelye párhuzamos legyen a furat tengelyével. Kis erőfeszítéssel, apránként kezdjük el csavarni egy adott irányba. Amint úgy érzi, hogy az ellenállás megnőtt, csavarja vissza a csapot, és tisztítsa meg a forgácsoktól. A tisztítás után a folyamat folytatódik.
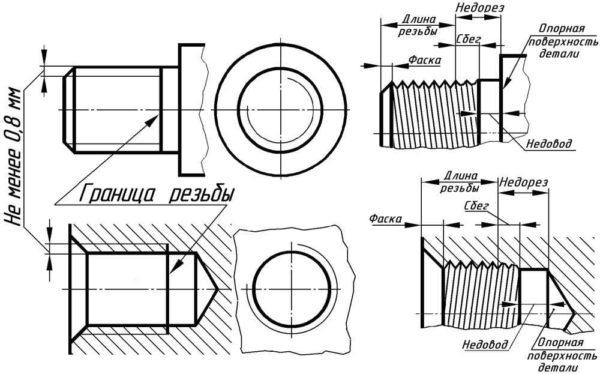
Vakfuratba való meneteléskor a mélységének egy kicsit nagyobbnak kell lennie a szükségesnél - a csap hegyének bele kell illeszkednie ebbe a többletbe. Ha ez szerkezetileg lehetetlen, akkor a csap hegyét levágjuk. Ebben az esetben nem alkalmas a további használatra, de nincs más megoldás.
A minőségi fordulat elérése érdekében két csapot vagy szerszámot használnak - durva és finisszázs. Az első menetet durvítással, a másodikat utómunkával végzik. A menetvágáshoz kombinált eszközök is léteznek. Ezek lehetővé teszik, hogy mindent egy menetben végezzen el.
Egy másik praktikus tipp: hogy a forgács ne kerüljön ki a munkaterületre, vágáskor végezzen egy teljes fordulatot az óramutató járásával megegyező irányban, majd fél fordulatot az óramutató járásával ellentétesen. Ezután állítsa vissza a szerszámot oda, ahol abbahagyta, és ismét tegyen egy fordulatot. Ezt addig folytassa, amíg el nem éri a kívánt hosszúságot.

Táblázatok a menetfúró fúrószár átmérőjének kiválasztásához
Belső menet készítésekor egy lyukat előfúrnak hozzá. Ez nem egyenlő a menet átmérőjével, mert vágáskor az anyag egy része nem forgács formájában kerül eltávolításra, hanem extrudálódik, növelve a kiemelkedések méretét. Ezért az alkalmazás előtt ki kell választani a fúrószerszám átmérőjét a menethez. Ezt táblázatok segítségével lehet megtenni. Ezek minden típusú menetre vonatkoznak, de mi a legnépszerűbbeket idézzük - metrikus, hüvelykes, cső.
| Metrikus menet | hüvelykes menet | Csőmenet | |||||
|---|---|---|---|---|---|---|---|
| Menetátmérő, hüvelyk | Menettávolság, mm | Fúró átmérője, mm | Menetátmérő, hüvelyk | Menettávolság, mm | Fúró átmérője, mm | Menetátmérő, hüvelyk | Menetfurat átmérője, mm |
| M1 | 0.25 | 0,75 | 3/16 | 1.058 | 3.6 | 1/8 | 8,8 |
| M1,4 | 0,3 | 1,1 | 1/4 | 1.270 | 5.0 | 1/4 | 11,7 |
| M1.7 | 0,35 | 1,3 | 5/16 | 1.411 | 6.4 | 3/8 | 15,2 |
| M2 | 0,4 | 1,6 | 3/8 | 1.588 | 7.8 | 1/2 | 18,6 |
| M2.6 | 0,4 | 2,2 | 7/16 | 1.814 | 9.2 | 3/4 | 24,3 |
| M3 | 0,5 | 2,5 | 1/2 | 2,117 | 10,4 | 1 | 30,5 |
| M3,5 | 0,6 | 2,8 | 9/16 | 2,117 | 11,8 | – | – |
| M4 | 0,7 | 3,3 | 5/8 | 2,309 | 13,3 | 11/4 | 39,2 |
| M5 | 0,8 | 4,2 | 3/4 | 2,540 | 16,3 | 13/8 | 41,6 |
| M6 | 1,0 | 5,0 | 7/8 | 2,822 | 19,1 | 11/2 | 45,1 |
| M8 | 1,25 | 6,75 | 1 | 3,175 | 21,3 | – | – |
| M10 | 1,5 | 8,5 | 11/8 | 3,629 | 24,6 | – | – |
| M12 | 1,75 | 10,25 | 11/4 | 3,629 | 27,6 | – | – |
| M14 | 2,0 | 11,5 | 13/8 | 4,233 | 30,1 | – | – |
| M16 | 2,0 | 13,5 | – | – | – | – | – |
| M18 | 2,5 | 15,25 | 11/2 | 4,33 | 33,2 | – | – |
| M20 | 2,5 | 17,25 | 15/8 | 6,080 | 35,2 | – | – |
| M22 | 2,6 | 19 | 13/4 | 5,080 | 34,0 | – | – |
| M24 | 3,0 | 20,5 | 17/8 | 5,644 | 41,1 | – | – |
Kérjük, vegye figyelembe, hogy a menetfúró átmérője durva (szabványos menetre) van megadva.

A külső menetek rúdátmérőinek táblázata
Külső menetben történő munkavégzéskor a helyzet nagyon hasonló - a fém egy részét kipréseljük, nem pedig levágjuk. Ezért annak a rúdnak vagy csőnek az átmérője, amelyre a menetet alkalmazzák, valamivel kisebbnek kell lennie. Hogy pontosan mennyivel - lásd az alábbi táblázatot.
| Menetátmérő, mm | 5,0 | 6 | 8 | 10 | 12 | 16 | 20 | 24 |
|---|---|---|---|---|---|---|---|---|
| Rúdátmérő, mm | 4,92 | 5,92 | 7,9 | 9,9 | 11,88 | 15,88 | 19,86 | 23,86 |






Teljesen megértem, hogy mennyire fontosak a menetes lyukak méretei! Emlékszem, amikor egy DIY-projekten dolgoztam, és elrontottam a méretezést. Egy csomó darabot újra kellett csinálni. Ez a cikk nagyon sok mindent tisztázott! Szuper hasznos tippek a szerszámokról és a menetfúrási folyamatról, köszönöm szépen!
Teljesen átérzem! Nekem is volt egy hasonló problémám egy polc építésénél. A méréseim nem stimmeltek, és egy egész deszkát el kellett selejteznem. Ez a cikk tényleg segített nekem a helyes specifikációk rögzítésében, és elkerülni ezt a zűrzavart. Örülök, hogy neked is hasznos volt!
Ó, ember, átérzem a helyzetedet! Egyszer túl nagy lyukakat fúrtam egy polcnak, be kellett foltoznom őket, és újrakezdeni. Micsoda fájdalom! Örülök, hogy a cikk segített neked. Tartsa kéznél azokat a szerszámokat; sok fejfájástól megkímélhetik!
Totally get that! I once messed up a wall mount for my TV—had to redo it twice! What a hassle. But yeah, having the right tools on hand really makes a difference. Lesson learned: measure twice, drill once! Stay sharp with those DIY projects!
Totally get that! I once put a shelf up and ended up with uneven screws everywhere. Had to redo it all, super annoying. But hey, now I double-check before I drill. Tools are lifesavers for sure! Appreciate the encouragement; I’ll keep them handy!
Hé! Én is jártam már ott! Egyszer rosszul számoltam ki a menetes lyukak méretét egy polcnál, és a végén ingatag lábakkal végeztem. A nulláról kellett kezdenem! Örülök, hogy a tippek segítettek. Határozottan rengeteg időt és gondot takarít meg! Boldog barkácsolást!
Átérzem a helyzetedet! Egyszer megpróbáltam egy új lámpaernyőt felszerelni, és rosszul mértem fel a lyuk méretét. Vissza kellett mennem, és le kellett vágnom egy kis fát. Micsoda balhé! Örülök, hogy a cikk segített neked. Ezek a méretezési részletek határozottan időt és fejfájást takarítanak meg a barkácsprojektekben!