

Ohuen metallin hitsaaminen on haaste jopa kokeneille hitsaajille. Aloittelevilla hitsaajilla on yleensä vaikeaa. On paljon erityispiirteitä ja monimutkaisuuksia, jotka vaikeuttavat tilojen ja elektrodien valintaa. Tämä on helpompaa tehdä hitsauspuoliautomaateilla, mutta ne ovat melko harvinaisia kotona, paljon yleisempiä ovat invertterit. Tässä on kyse hitsauksesta ohut metalli invertteri ja puhumme siitä.
Ensimmäinen vaikeus pienen paksuuden metallin hitsaamisessa on se, että sitä ei voi lämmittää paljon: se palaa läpi, ja siihen muodostuu reikiä. Siksi työ periaatteella "mitä nopeammin, sitä parempi" ja ei liikeratoja elektrodien liikkeen ei ole kysymys ollenkaan. Ohut pelti hitsataan johtamalla elektrodi yhteen suuntaan - saumaa pitkin ilman poikkeamia.

Toinen vaikeus on se, että on työskenneltävä pienillä virroilla, ja tämä johtaa siihen, että valokaaren on tehtävä oikosulku. Jos tapahtuu pieni katkeaminen, se yksinkertaisesti sammuu. Myös valokaaren syttymisessä voi olla ongelmia, joten käytä koneita, joissa on hyvä voltti-ampeeri-ominaisuus (tyhjäkäyntijännite yli 70 V) ja hitsausvirran tasainen säätö, joka alkaa 10 A:sta.
Toinen harmillinen seikka: voimakkaan kuumennuksen myötä ohuiden levyjen geometria muuttuu: ne taipuvat aaltomaisesti. Tästä haitasta on hyvin vaikea päästä eroon. Ainoa vaihtoehto on yrittää olla ylikuumentumatta tai johtaa lämpöä pois (lue alla olevasta menetelmästä, jossa on lämpöä haihduttavia tyynyjä).
Kun ohuita metallilevyjä hitsataan puskuhitsaamalla, niiden reunat käsitellään ja puhdistetaan huolellisesti. Lika ja ruoste tekevät hitsauksesta entistäkin ongelmallisempaa. Kohdista ja puhdista siksi kaikki huolellisesti. Aseta levyt hyvin lähelle toisiaan - ilman rakoa. Osat kiinnitetään puristimilla, puristimilla ja muilla laitteilla. Sitten osat nitotaan 7-10 cm:n välein lyhyillä saumoilla - nidonta. Ne estävät osia siirtymästä ja ne taipuvat epätodennäköisemmin.

Kuinka hitsata ohutta metallia invertterillä
Tasavirtaa tuottavat hitsauskoneet ovat siinä mielessä hyviä, että voimme hitsata käänteisellä napaisuudella. Tätä varten kytkemme kaapelin, jossa on elektrodinpidin, "+"-johtimeen ja "-"-johtimen kappaleeseen. Tällä kytkennällä elektrodi kuumenee enemmän ja metalli kuumenee minimaalisesti.
Miten valita hitsausinvertteri kotiin tai mökille, lue täältä.
On välttämätöntä hitsata ohuimmilla elektrodeilla: 1,5 mm:stä 2 mm:iin. Valitse samalla sellainen, jolla on korkea sulamiskerroin: silloin sauma on laadukas jopa pienillä virroilla. Virta asetetaan pieneksi. Elektrodien, joiden koko on 1,5 mm, tulisi olla noin 30-45 ampeeria, "kahdelle" - 40-60 ampeeria. Realistisesti laittaa joskus pienempi: on tärkeää, että voit työskennellä.
| Metallin paksuus, mm | 0,5 mm | 1,0 mm | 1,5 mm | 2,0 mm | 2,5 mm |
|---|---|---|---|---|---|
| Elektrodin halkaisija, mm | 1,0 mm | 1,6 mm - 2 mm | 2 mm | 2,0 mm - 2,5 mm | 3 mm |
| Virran voimakkuus, A | 10-20 ampeeria | 30-35 ampeeria | 35-45 mm | 50-65 mm | 65-100 mm |
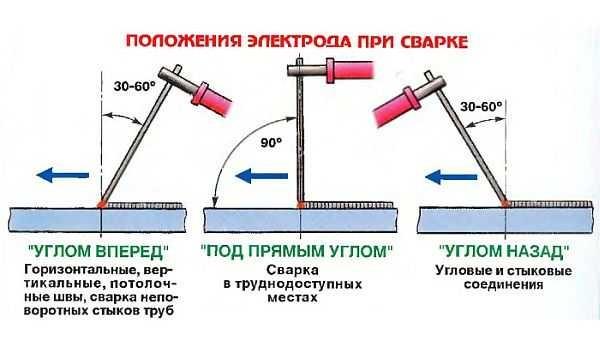
Jotta metalli kuumenisi vähemmän, osat asetetaan pystysuoraan tai ainakin kaltevaan suuntaan. Sitten hitsaus tehdään ylhäältä alaspäin liikuttamalla elektrodin kärkeä tiukasti tähän suuntaan (ei taivuteta eikä palauteta). Kallistuskulma - kulma eteenpäin, jonka arvo on 30-40 °. Tällä tavoin metallin lämpeneminen on minimaalista, ja tämä on yksi tärkeimmistä tehtävistä ohuiden metallien hitsauksessa.
Yleinen suositus ohuiden metallien hitsaukseen käytettävien elektrodien valinnasta: osta korkealaatuisia maahantuotuja elektrodeja tällaisia töitä varten. Ongelmia on moninkertaisesti vähemmän.
Metallirunkoisen vajan valmistuksesta lue täältä.
Ohuiden metallilevyjen hitsaustekniikat ja -menetelmät
Joskus ohuet levyt on hitsattava vinoon. Tällöin on kätevämpää käyttää laippamenetelmää: levyn reunat taivutetaan haluttuun kulmaan ja kiinnitetään lyhyet poikittaissaumat 5-10 cm:n välein. Edellä mainitun hitsauksen jälkeen: jatkuva sauma ylhäältä alas.
Videolla näytetään, miten ohutta metallilevyä hitsataan elektrodilla hitsausinvertterin avulla. Käytetään laippamenetelmää: osien reunat taivutetaan, minkä jälkeen ne liimataan useista kohdista lyhyillä saumoilla. Hitsauksen jälkeen ohuella elektrodilla, jonka paksuus on 2 mm.
Aina ei ole mahdollista välttää palamista, kun hitsaat ilman repäisyä. Silloin voit yrittää katkaista valokaaren muutamaksi hetkeksi ja laskea elektrodin uudelleen samaan kohtaan ja viedä sitä vielä muutaman millimetrin eteenpäin. Eli repimällä irti ja palauttamalla valokaari, ja kypsennä. Tällä menetelmällä käy ilmi, että metallilla on valokaaren katkaisun aikana aikaa jäähtyä. Videolla näet, miten hitsauspaikan väri muuttuu elektrodin irrottamisen jälkeen. Tärkeintä on, ettei metallin anneta jäähtyä liikaa.
Videon ensimmäisessä osassa näytetään ohuen metallin hitsaaminen katkaisukaarella. Liitosmenetelmä - päällekkäisyys (yksi osa peittää toisen 1-3 cm:n verran) käyttäen elektrodia, jossa on rutiilipinnoite (rakenne- ja niukkaseosteisille teräksille). Sitten näytetään hitsaus ruostumattomasta teräksestä ruostumattomasta teräksestä elektrodilla, jossa on peruspinnoite, ja lopuksi samalla ruostumattomasta teräksestä valmistetulla elektrodilla hitsataan mustan metallin liitos. Sauma osoittautui muuten laadukkaammaksi kuin käytettäessä suositeltuja elektrodeja.
Tietoa invertterikoneella tehtävään hitsaukseen käytettävien elektrodien valinnasta voit lukea täältä.
Jos ohuen metallin hitsaaminen ei edellytä jatkuvan sauman luomista, käytä pistehitsausta. Tässä hitsausmenetelmässä pienet puikkohitsit sijaitsevat pienellä etäisyydellä toisistaan lähellä toisiaan. Tätä menetelmää kutsutaan katkohitsiksi.

Yleisesti ottaen ohuen raudan puskuhitsaus on vaikeaa. Päällekkäin hitsaaminen on helpompaa: osat eivät kuumene niin paljon ja on vähemmän todennäköistä, että kaikki "roikkuu".
Lue hitsaustyypeistä ja liitoksista täältä.
Kun sähköhitsaat ohutta metallia puskusaumoissa, voit asettaa ohutlanka, jonka halkaisija on 2,5-3,5 mm, levyjen väliin (voit poistaa vaurioituneiden elektrodien pinnoitteen ja käyttää niitä). Se asetetaan niin, että etupuolella se oli tasan metallin pinnan kanssa, ja takapuolella se työntyi ulos lähes puolet halkaisijasta. Hitsauksen aikana valokaari johdetaan tällä langalla. Se ottaa pääasiallisen lämpökuorman, ja hitsattuja metallilevyjä lämmittävät oheisvirrat. Tällöin ne eivät ylikuumene, ne eivät vääntyile, sauma on sileä, ilman merkkejä ylikuumenemisesta. Kun lanka on poistettu, on vaikea nähdä jälkiä siitä, että se oli läsnä.

Toinen tapa on laittaa kuparilevyt liitoksen alle. Kuparin lämmönjohtavuus on erittäin korkea - 7-8 kertaa suurempi kuin teräksen. Hitsauskohdan alle sijoitettuna se ottaa pois merkittävän osan lämmöstä ja estää näin metallin ylikuumenemisen. Tätä ohuiden metallien hitsausmenetelmää kutsutaan nimellä "lämpöä haihduttavien tyynyjen kanssa".
Kuinka hitsata metallista valmistettu pergola Lue täältä. Ehkä sinua kiinnostaa lukea, miten tehdä kaasupullosta tai metallista hiilipannu? Asia on tarpeellinen ja hitsauksen hallintaan sopiva.
Sinkityn teräksen hitsaus
Sinkitty teräs on samaa ohutta teräslevyä, joka on vain päällystetty sinkkikerroksella. Jos sitä on hitsattava, hitsattavista reunoista on poistettava tämä pinnoite kokonaan, kunnes se on puhdasta terästä. Siihen on useita tapoja. Ensimmäinen on poistaa mekaanisesti: hiomalaikan tai hiomakoneen hiomalaikalla, hiekkapaperilla ja metalliharjalla. On myös yksi tapa - polttaa pois hitsaamalla. Tässä tapauksessa kuljeta elektrodi kahdesti saumaa pitkin. Tällöin sinkkiä haihtuu (se haihtuu 900 °C:ssa), ja sen höyryt ovat hyvin myrkyllisiä. Tämä työ voidaan siis tehdä joko ulkona tai jos työpaikalla on huppu. Jokaisen läpiviennin jälkeen on tarpeen kaataa vuoto.

Kun sinkki on poistettu kokonaan, varsinainen hitsaus alkaa. Sinkittyjä putkia hitsattaessa tarvitaan kaksi hitsauskertaa eri elektrodeilla, jotta saadaan hyvä hitsaus. Ensimmäinen hitsi hitsataan rutiilipinnoitetuilla elektrodeilla, kuten MR-3, ANO-4, OZS-4. Tällöin värähtelyjen amplitudi on hyvin pieni. Ylempi sauma - päin tehdä leveämpi. Se on suunnilleen yhtä suuri kuin kolme elektrodin halkaisijaa. Tässä on tärkeää olla kiirehtimättä ja hitsata hyvin. Tässä kohdassa käytetään elektrodia, jossa on pääpinnoite (esimerkiksi UONI-13/55, UONI-13/45, DSC-50).
Lue lisää invertterihitsauselektrodien valinnasta täältä.






Ohuen metallin hitsaaminen on pelimuutos! Muistan, kun kokeilin sitä ensimmäistä kertaa - mies, puhutaanpa vauhdista! Kipinöiden lentäminen ja täydellisen helmen saaminen oli eeppistä! Täytyy vain pitää lämpö oikeassa ja käyttää oikeaa täyteainetta. Täysin sen arvoista näissä liukkaissa projekteissa!