

Elektrikeevituses kasutatakse metalli kuumutamiseks elektrikaart töödeldava detaili ja elektroodi vahel. Kui metall sulab, moodustub keevisõmblus. Keevitusmeetodid ja elektroodi asend võivad erineda sõltuvalt metallist ja ühenduskohast. Räägime, kuidas keevitada õmblusi nii, et ühendus oleks usaldusväärne ja ilus.
Artikli sisu
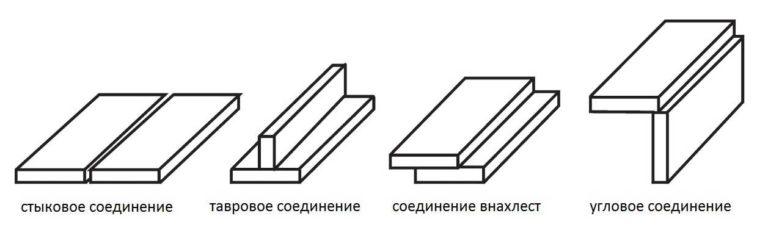
Keevisõmbluste ja -liidete tüübid
Õmblustel on üsna ulatuslik klassifikatsioon. Kõigepealt jagunevad need juhtude ühendamise tüübi järgi. Sõltuvalt töökindluse nõuetest võib õmblust kasutada ühel või kahel küljel. Kahepoolse keevitamise korral osutub konstruktsioon usaldusväärsemaks ja hoiab paremini oma kuju. Kui on ainult üks keevisõmblus, on toode sageli viltu: keevisõmblus "tõmbub". Kui neid on kaks, kompenseeritakse need jõud.
Kvaliteetse keevisõmbluse saamiseks ei tohi metall olla roostes. Seetõttu lihvitakse keevituskohad eelnevalt või töödeldakse viiliga - kuni rooste täieliku kadumiseni. Seejärel lihvitakse või mitte, olenevalt nõuetest, serva või mitte.
põkk-ühendus (põkk-keevitus)
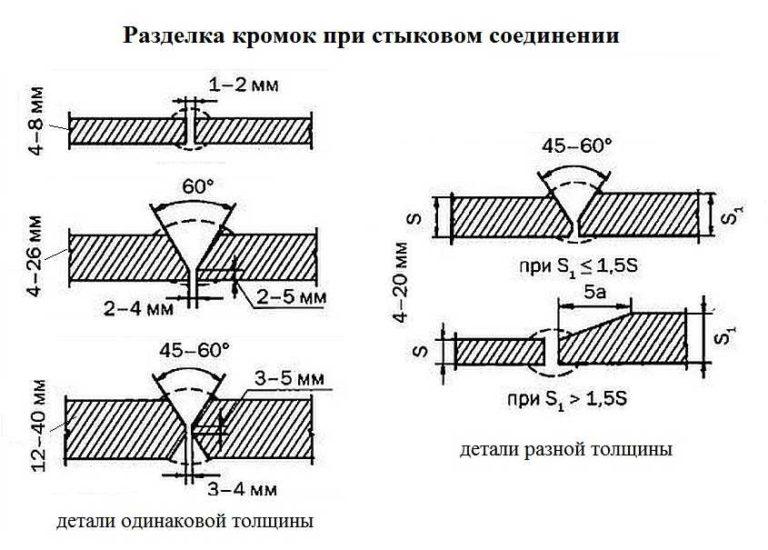
Keevitusliitmikku kasutatakse lehtmetalli või toruotsade ühendamisel. Osad asetatakse nii, et nende vahel on 1-2 mm vahe, võimalusel jäigalt klambritega kinnitatud. Keevitamise ajal täidetakse vahe sulametalliga.
Õhuke lehtmetall - kuni 4 mm paksune - keevitatakse ilma eelneva ettevalmistuseta (rooste eemaldamine ei loe, see on kohustuslik). Sellisel juhul keevitatakse ainult üks külg. Kui detailide paksus on alates 4 mm, võib õmblus olla ühekordne või kahekordne, kuid nõutakse servade tihendamist ühe pildil näidatud meetodiga.
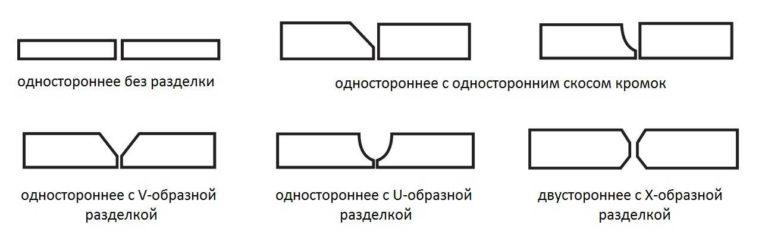
- Kui tooriku paksus jääb vahemikku 4 mm kuni 12 mm, võib õmblus olla ühekordne. Siis puhastatakse servad ükskõik millise meetodiga. Kuni 10 mm paksuse puhul on ühepoolne ettevalmistus mugavam, paksemaid osi puhastatakse sagedamini V-kujuliselt. U-kujulist eemaldamist on keerulisem teostada, mistõttu seda kasutatakse harvemini. Kui nõuded keevituse kvaliteedile on kõrged, paksusega üle 6 mm, on vaja ribastada mõlemalt poolt ja kaks korda keevitada - ühelt ja teiselt poolt.
- Kui keevitatakse metalli, mille paksus on 12 mm või rohkem, on kindlasti vajalik topeltkeevitus, sellist kihti on võimatu kuumutada ühelt poolt. Äärelõiked on kahepoolsed, X-tähe kujulised. V- või U-kujulisi äärelõikeid ei ole sellise paksuse korral kasulik kasutada: nende täitmiseks on vaja mitu korda rohkem metalli. See suurendab elektroodide tarbimist ja vähendab oluliselt keevituskiirust.
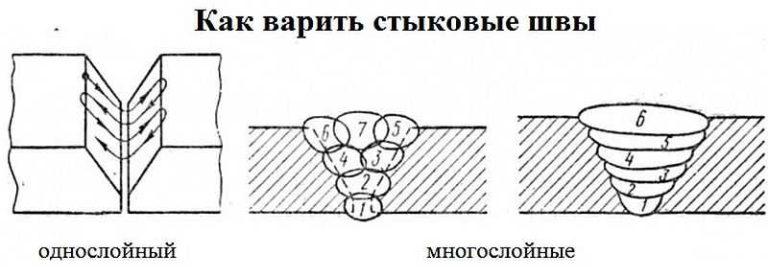
Kui siiski otsustatakse keevitada suure paksusega metall ühepoolse vaheseinaga, tuleb keevisõmblus täita mitme käiguga. Selliseid keevisõmblusi nimetatakse mitmekihilisteks keevisõmblusteks. Kuidas sellisel juhul keevitada, on näidatud alljärgneval joonisel (numbrid tähistavad metallkihide paigaldamise järjekorda keevitamise ajal).
Umbes keevitus õhukese metalli inverterkeevitusmasin loe siit.
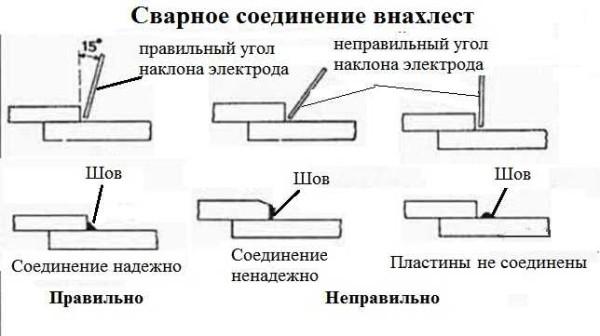
Katteliitmik
Seda tüüpi ühendust kasutatakse kuni 8 mm paksuse lehtmetalli keevitamisel. See keevitatakse mõlemalt poolt, et vältida niiskust ja korrosiooni lehtede vahel.
Kattekeevituse tegemisel tuleb elektroodi kaldenurk õigesti valida. See peaks olema umbes 15-45 °. Siis saadakse usaldusväärne ühendus. Kui kalduda ühele või teisele poole, ei ole suurem osa sulametallist mitte ühenduskohal, vaid küljele, väheneb ühenduse tugevus oluliselt või jäävad osad üldse ühendamata.
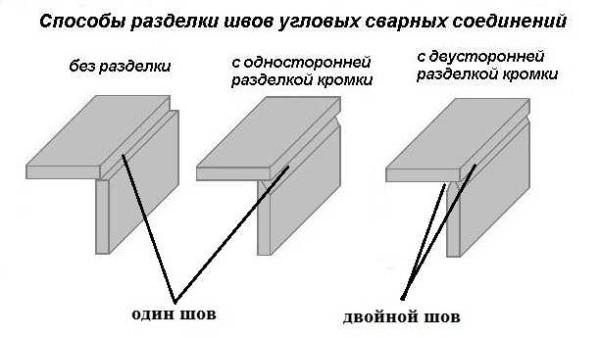
Ümberlapp- ja nurkliited
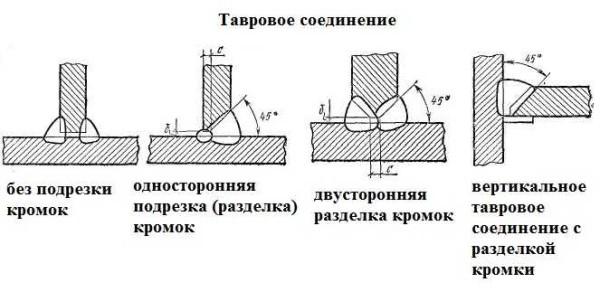
T-kujuline keevitusliige on tähistatud tähega "T" ja nurkliige tähega "G". T-ühendus võib olla üksikõmblus või topeltõmblus. Servad võivad olla ka lõigatud või mitte. Servade vajadus sõltub keevitatavate detailide paksusest ja ühenduste arvust:
- metalli paksus kuni 4 mm, ühekordne õmblus - servade kärpimine puudub;
- paksus 4 mm kuni 8 mm - topeltõmblus ilma servatöötluseta;
- 4 mm kuni 12 mm - ühepoolse lõikega õmblusega ühel küljel;
- alates 12 mm serva lõigatakse mõlemalt poolt ja keevisõmblused tehakse samuti kahel korral.
Nurgakeevitust võib pidada T-liidese osaks. Soovitused on siin täpselt samad: õhukest metalli saab keevitada ilma servi lõikamata, suurema paksuse puhul tuleb osa ühest või mõlemast küljest eemaldada.
Nurk- ja T-liiteid tuleb mõnikord keevitada mõlemalt poolt (kaks keevisõmblust). Sellise keevitusliidese nõuetekohaseks keevitamiseks pööratakse osad nii, et metallitasandid oleksid sama nurga all. Fotol on see meetod allkirjaga "paadis". Nii on elektroodi liigutusi lihtsam arvutada, eriti keevitamisega algajale.
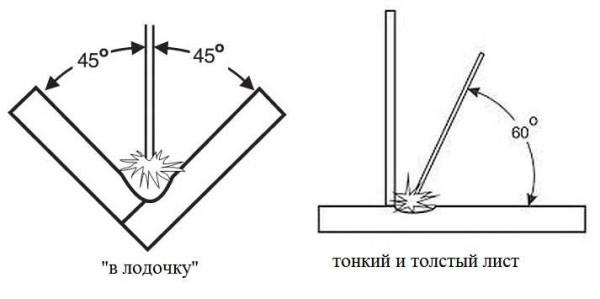
Õhukese ja paksu metalli ühendamisel peaks elektroodi kaldenurk olema erinev - umbes 60 ° paksema osa puhul. Sellises asendis on suurem osa kuumutusest sellel, õhuke metall ei põle läbi, mis võib juhtuda, kui kaldenurk on 45 °.
Nurgaõmbluste keevitamine
Nurgasaumade keevitamisel peate jälgima elektroodi asendit ja liikumist. Te peaksite saama ühtlase täidisega õmbluse. Seda on lihtsam saavutada, kui panete keevitatavad osad "paati", kuid see ei ole alati võimalik.
Kui alumine tasand asub horisontaalselt, selgub sageli, et nii vertikaalsel tasandil kui ka nurgas endas on vähe metalli: see ladestub alla. See juhtub siis, kui elektroodil on nurga tipus vähem aega kui selle külgede lähedal. Elektroodi otsa liikumine peaks olema ühtlane. Teine põhjus on see, et elektroodi läbimõõt on liiga suur, mis ei võimalda sellel madalamale vajuda ja liiget korralikult kuumutada.
Selle vea vältimiseks süüdatakse kaar horisontaalsel pinnal (punktis "A"), liigutades elektroodi vertikaalsele pinnale, seejärel viiakse see ringikujulise liigutusega tagasi oma kohale. Kui elektrood on liigese kohal, on selle kalle 45°, ülespoole liikudes nurk veidi väheneb (vasakpoolne pilt), horisontaalpinnale liikudes nurk suureneb. Selle tehnika abil täidetakse õmblus ühtlaselt.
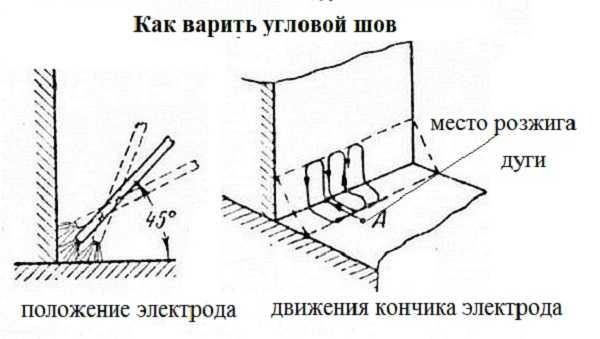
Nurgaliidete keevitamisel veenduge ka, et elektroodi aeg kõigis kolmes punktis (külgedel ja keskel) oleks sama.
Loe elektroodide valimise kohta inverterkeevitusseadmetele siit.
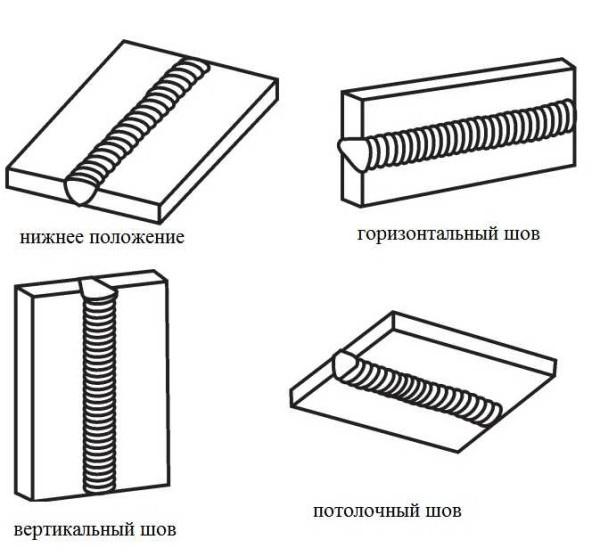
Asukoht ruumis
Lisaks erinevat tüüpi ühendustele võivad keevisõmblused paikneda ruumis erinevalt. Nad juhtuvad olema alumises asendis. Keevitaja jaoks on see kõige mugavam. Nii on kõige lihtsam keevitusbasseini kontrollida. Kõik teised asendid - horisontaalsed, vertikaalsed ja laeõmblused - nõuavad mõningaid keevitustehnika teadmisi (selle kohta, kuidas selliseid õmblusi keevitada, loe allpool).
Kuidas keevitada keevitus
Keevitamisel alumises asendis ei teki raskusi isegi algajale keevitajale. Kuid kõik teised positsioonid nõuavad tehnoloogia tundmist. Iga positsiooni jaoks on erinevad soovitused. Allpool käsitletakse iga tüüpi keevituste tegemise tehnikat.
Vertikaalsete õmbluste keevitamine
Vertikaalses asendis olevate detailide keevitamisel libiseb sulametall raskusjõu mõjul allapoole. Et vältida tilkade katkemist, kasutatakse lühemat kaarekest (elektroodi ots on keevitusbasseinile lähemal). Mõned meistrid, kui elektroodid lubavad (ei jää kinni), üldiselt toetuvad need detailile.
Metalli ettevalmistamine (servade lõikamine) toimub vastavalt keevitatavate detailide ühendamise tüübile ja paksusele. Seejärel fikseeritakse need antud asendis, ühendatakse mõne sentimeetri pikkuste lühikeste põiksaumadega - "kinnitus". Need õmblused takistavad osade nihkumist.
Vertikaalse õmbluse võib keevitada ülevalt alla või alt üles. Mugavam on töötada alt ülespoole: kaar lükkab keevisliidese ülespoole, takistades selle vajumist alla. Nii on lihtsam teha kvaliteetset keevisõmblust.
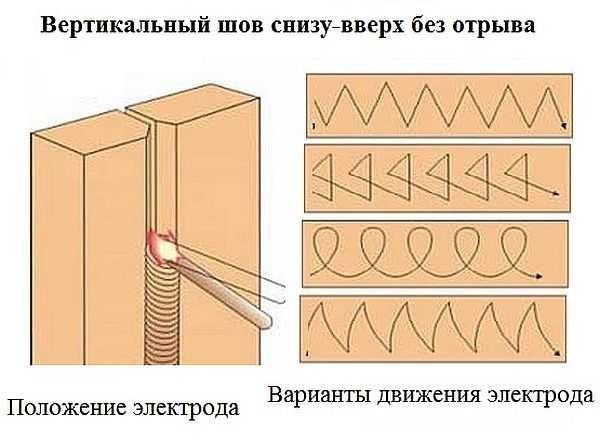
See video näitab, kuidas keevitada õigesti vertikaalset keevitust elektrikeevitusega, kus elektrood liigub alt ülespoole, ilma et see eralduks. Samuti näidatakse lühikese rulli tehnikat. Sellisel juhul toimuvad elektroodi liikumised ainult üles ja alla, ilma horisontaalse nihketa, keevisõmblus kujuneb peaaegu lamedaks.
Osasid on võimalik ühendada vertikaalses asendis katkendkaarega. Algaja keevitaja jaoks võib see olla mugavam: lahtikäigu ajal on metallil aega jahtuda. Selle meetodi puhul võib elektroodi isegi keevituskraatri riiulile toetuda. Nii on see lihtsam. Liikumisskeem on peaaegu sama, mis ilma eraldamiseta: küljelt küljele, silmused või "lühike rull" - üles ja alla.
Kuidas keevitada vertikaalne õmblus koos rebenemisega, vaata järgmist videot. Samas video õppetunnis näidatakse voolutugevuse mõju õmbluse kujule. Üldiselt peaks voolutugevus olema 5-10 A väiksem, kui seda tüüpi elektroodi ja metalli paksuse puhul soovitatakse. Kuid nagu videost näha, ei ole see alati nii ja see määratakse eksperimentaalselt.
Mõnikord keevitatakse vertikaalne õmblus ülalt alla. Sellisel juhul hoidke kaarega süütamisel elektroodi keevitatava pinna suhtes risti. Pärast süütamist selles asendis kuumutage metalli, seejärel laske elektrood alla ja keevitage selles asendis. Vertikaalse keevituse keevitamine ülevalt alla ei ole väga mugav, nõuab head kontrolli keevitusbasseini üle, kuid ka sel viisil saab saavutada häid tulemusi.

Kuidas keevitada horisontaalne keevitus
Horisontaalset keevitust vertikaalsel tasapinnal võib keevitada kas paremalt vasakule või vasakult paremale. Ei ole mingit vahet, kes iganes sellega paremini hakkama saab, see keevitab nii. Nagu ka vertikaalse õmbluse keevitamisel, kaldub vann alla. Seetõttu on elektroodi kaldenurk üsna suur. See valitakse sõltuvalt liikumiskiirusest ja voolu parameetritest. Peaasi, et vann jääb paigale.
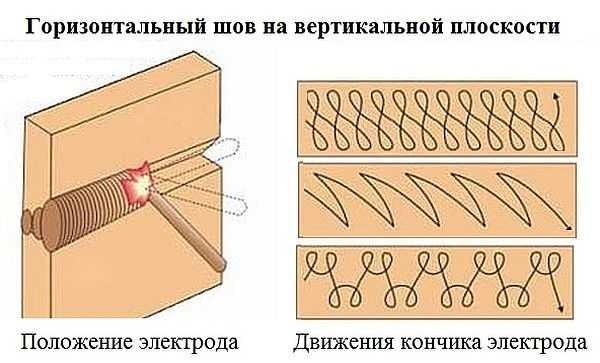
Kui metall voolab allapoole, suurendage liikumise kiirust, kuumutades metalli vähem. Teine võimalus on teha kaarekatkestusi. Nende lühikeste pauside ajal jahtub metall veidi ja ei voola alla. Samuti võite veidi vähendada voolu tugevust. Ainult kõik need meetmed kehtivad samm-sammult, mitte kõik korraga.
Allpool olevas videos näidatakse, kuidas keevitada metalli õigesti vertikaalses asendis horisontaalse õmblusega.
Lae keevitus
Seda tüüpi keevisliited on kõige keerulisemad. Nõuab suurt oskust ja head kontrolli keevitusbasseini üle. Selle keevisõmbluse tegemiseks hoitakse elektroodi lae suhtes täisnurga all. Kaar on lühike ja kiirus on konstantne. Keevisõmbluse laiendamiseks tehakse enamasti ringikujulisi liigutusi.
Keevisõmbluste puhastamine
Pärast keevitamist jäävad metallipinnale katlakivi, metalli ja räbu tilgad. Keevisõmblus ise on tavaliselt kumer, pinnast väljaulatuv. Kõiki neid defekte saab kõrvaldada: puhastamine.
Keevitusjärgne õmbluste puhastamine toimub etapiviisiliselt. Esimeses etapis lööge meisli ja haamri abil pinnalt maha katlakivi ja räbu. Teisel etapil võrrelda vajadusel õmblust. Siinkohal on vaja tööriista: Bulgaaria, mis on varustatud lihvimiskettaga metallile. Sõltuvalt sellest, kui siledat pinda tuleb kasutada erinevaid abrasiivseid terasid.
Defektid keevisõmblustes
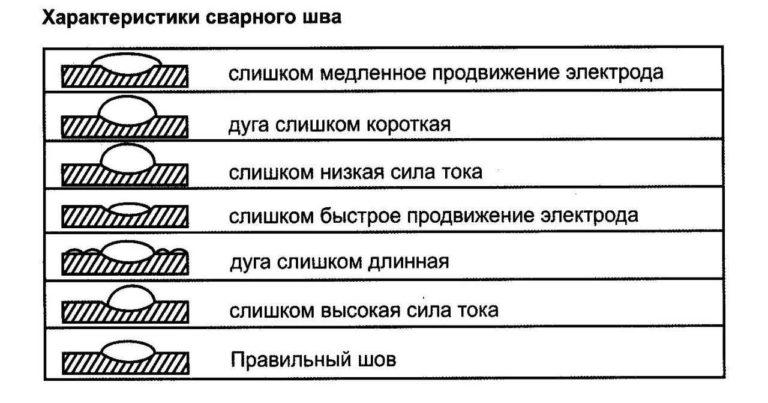
Alustavad keevitajad teevad keevisõmbluste tegemisel sageli vigu, mis põhjustavad defektide tekkimist. Mõned neist on kriitilised, mõned mitte. Mõlemal juhul on oluline osata viga tuvastada, et saaksite selle seejärel parandada. Kõige levinumad vead algajate seas on ebavõrdne õmbluse laius ja selle ebaühtlane täitmine. See tuleneb elektroodi otsa ebaühtlastest liigutustest, liigutuste kiiruse ja amplituudi muutustest. Kogemuste kogunemisel muutuvad need puudused üha vähem märgatavaks, mõne aja pärast kaovad need täielikult.
Teised vead - voolutugevuse valikul ja kaare suuruses - võivad olla määratud õmbluse kuju järgi. Neid on raske sõnadega kirjeldada, lihtsam on neid kujutada. Alloleval fotol on näidatud peamised vormivead - allalõiked ja ebaühtlane täitmine, kirjeldatud on nende tekkepõhjused.
Mitte-keevitatav
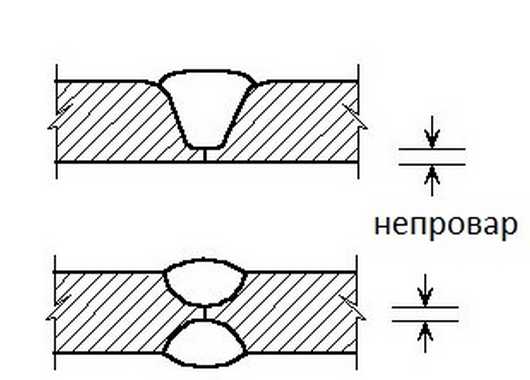
See defekt seisneb osade ühenduskoha mittetäielikus täitmises. See viga tuleb parandada, sest see mõjutab liigese tugevust. Peamised põhjused on järgmised:
- ebapiisav keevitusvool;
- suur liikumiskiirus;
- ebapiisav servade ettevalmistus (paksude metallide keevitamisel).
See kõrvaldatakse voolu korrigeerimise ja kaarepikkuse vähendamisega. Kõigi parameetrite õigel valimisel kõrvaldatakse selline nähtus.
Kodu ja suvila jaoks mõeldud inverterkeevitusmasina valikust loe siit.
Alalõikamine
See defekt on soon piki metalli õmblust. Tekib tavaliselt siis, kui kaar on liiga pikk. Õmblus muutub laiaks, kaare temperatuur kuumutamiseks ei ole piisav. Metall tahkestub servades kiiresti, moodustades need sooned. "Ravib" rohkem lühikese kaarega või reguleerides voolutugevust kõrgemale poole.
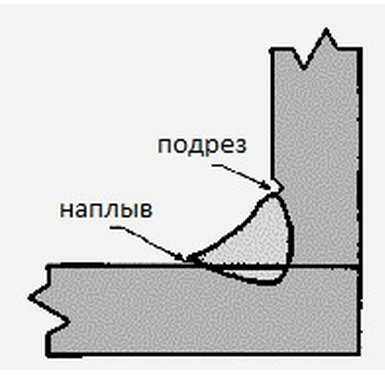
Nurga või T-liidese puhul tekib allalõige, sest elektrood on rohkem suunatud vertikaaltasapinna suunas. Seejärel voolab metall alla ja tekib taas soon, kuid teisel põhjusel: keevisõmbluse vertikaalne osa on liiga kuum. Seda parandatakse voolu vähendamisega ja/või kaare lühendamisega.
Põletus
See on keevisõmbluse läbiv auk. Peamised põhjused:
- liiga palju keevitusvoolu;
- ebapiisav sõidukiirus;
- liiga suur vahe servade vahel.

Parandusviisid on selged - püüame leida optimaalse keevitusrežiimi ja elektroodi kiiruse.
Poorid ja vuugid
Poorid näevad välja nagu väikesed augud, mis võivad olla rühmitatud ahelatesse või hajutatud üle kogu keevisõmbluse pinna. Need on vastuvõetamatu defekt, sest need vähendavad oluliselt vuugi tugevust.
Poorid ilmuvad:
- keevitusbasseini ebapiisav kaitse liigne kaitsegaaside kogus (madala kvaliteediga elektroodid);
- keevitustsoonis olev tõmbetuul, mis hajutab kaitsegaasid ja hapnik jõuab sulametallile;
- mustuse ja rooste olemasolu metallil;
- ebapiisav servade lõikamine.
Hunnikud tekivad, kui keevitatakse lisatraadiga, mille keevitusrežiimid ja -parameetrid on valesti valitud. Need kujutavad endast voolavat metalli, mis ei ole ühendatud põhiosaga.

Külmad ja kuumad praod
Kuumad praod tekivad metalli jahutamise käigus. Need võivad olla suunatud piki keevisõmblust või üle selle. Külmad praod tekivad juba külma keevisõmbluse juures, kui koormused on seda tüüpi keevisõmbluse puhul liiga suured. Külmad praod viivad keevisliidese purunemiseni. Neid defekte saab ravida ainult ümberkeevitamisega. Kui defekte on liiga palju, lõigatakse keevisõmblus ära ja keevitatakse uuesti.

Siin kirjeldatakse inverterkeevitustehnikaid.






Oh man, I remember my first time welding! I was super nervous about those ceiling joints. But once I got the hang of it, I was on fire! The key is keeping that angle just right. Now I can tackle any joint like a pro! Can’t wait to try more!