

Eramajas ja dašas on pidevalt vaja midagi keevitada. Selleks, et mitte pöörduda väikeste asjade eest professionaalide poole (ja mitte maksta neile), võite osta odava keevitusmasina ja õppida ise. Nende oskuste omandamiseks on soovitatav osta alalisvoolu keevitusmasinad ja eelkõige keevitusinverterid. Need on väikeste mõõtmetega, kaaluvad vähe, nende abil saab kvaliteetset keevitustööd teha ka ilma suurte kogemusteta.
Artikli sisu
Mis on keevitusinverter ja kuidas see töötab
Seda seadet nimetatakse inverteriks, sest see muundab 220 V võrgu vahelduvvoolu 50 Hz sagedusega kõrgsageduslikeks võngeteks ja seejärel - alalisvooluks. Samal ajal on seadmel kõrge kasutegur: umbes 85-90% ja isegi üsna suurte koormuste korral "tuulutab" mõõteriist veidi. Igal juhul ei pea te maksma hullumeelseid arveid. Tarbimine on veidi suurem kui ilma keevituseta, kuid mitte palju.

Enamik inverterkeevitusseadmeid töötab 220 V koduvõrgust (on ka seadmeid, mis töötavad 380 V pingest). Ja see on üks nende eeliseid. Pealegi ei mõjuta nad seda praktiliselt mitte kuidagi, st ei "istu" pinge. Naabrite kohta olge rahulikud: nad ei tea, et te tegelete keevitamisega. Teine oluline pluss on see, et nad saavad töötada enam-vähem normaalselt madalal pingel. Tuleb muidugi vaadata omadusi, kuid 170 V juures lubab enamik neist siiski töötada 3 mm elektroodiga. See on väga oluline eriti maapiirkondades, kus madalpinge on pigem norm kui erand.
Mis veel on hea algajatele - et kaar inverterkeevitusel ja saada ja hoida lihtsamalt. Ja üldiselt on paljude inimeste sõnul koksud "pehmem" ja kaar on "lihtsam". Nii et soovite õppida keevitada - proovige kõigepealt inverterkeevitust.
Loe keevitusinverterite valikust kodu ja suvila jaoks siit.
Inverteriga keevitamise põhitõed
Alustuseks mõistame keevitusinverteri konstruktsiooni. "Täitematerjali" me ei käsitle, uurime, mis on peal ja mida me peame kasutama.

See masin on väike metallist kast, mis kaalub sõltuvalt võimsusest 3 kg kuni 6-7 kg. Korpus on tavaliselt metallist, mõned tootjad teevad sellesse ventilatsiooniavad - "täidise" (enamasti trafo) paremaks jahutamiseks. Kandmiseks on rihm, mõnikord on ka käepide: rihm pannakse õlale, kui töö nõuab liikumist.
Ühel paneelil on võti või lüliti, mille abil saab voolu sisse lülitada. Esiküljel on võimsuse ja ülekuumenemise näitajad. Samuti on nupud pinge ja keevitusvoolu reguleerimiseks. Samuti on esipaneelil kaks väljundit - "+" ja "-", millele ühendatakse töökaablid. Üks kaabel lõpeb rõivaklambriga, mis kinnitatakse töödeldava detaili külge, teine - elektroodihoidja külge. Toitekaabli pistik asub tavaliselt tagaküljel. See ongi enam-vähem kõik.
Inverterit ostes pöörake tähelepanu sellele, et kaablid oleksid piisavalt pikad ja paindlikud: nii on mugavam töötada. Just ebapiisavalt pikkade ja jäikade töökaablite kohta on kõige rohkem kaebusi populaarsete inverterkeevitusmasinate "Resanta" brändi kasutajate poolt.
Selles videos kirjeldatakse inverterkeevitusseadmega töötamise üldpõhimõtteid.
Inverterkeevitus algajatele
Nagu iga elektrikeevituse puhul, toimub metalli sulamine elektrikaare kuumuse tõttu. See tekib keevituselektroodi ja keevitatava metalli vahel. Kaare tekkimiseks ühendatakse need vastassuunaliste poolustega: ühte toidetakse "+", teist "-".
Kui elektrood on ühendatud "miinuspoolele" ja töödeldav detail "plusspoolele", nimetatakse ühendust "otsekontaktiks". Kui elektroodile rakendatakse "pluss", on ühendus vastupidine. Mõlemat võimalust kasutatakse keevitamisel, kuid ainult erineva paksusega metallide puhul: vastupidine - õhukeste metallide keevitamiseks; otsene - paksude metallide keevitamiseks (paksus üle 3 mm). Kuid see ei ole muutumatu reegel, mõnikord on see vastupidi.

Mis on selle jaotuse praktiline põhjus? Protsessi füüsika. Elektroodid liiguvad kaare alguses miinusest plusspoolele. Ja annavad samal ajal positiivselt laetud pinnale üle ka oma energia, tõstes selle temperatuuri. Seetõttu kuumeneb element, mis on ühendatud positiivse väljundiga, rohkem. Piisava paksusega metallide keevitamisel tuleb neid hästi kuumutada, et nad sulaksid ja õmblus oleks kvaliteetne. Seetõttu varustatakse neid "+". Õhuke metall seevastu võib ülekuumenemisest läbi põleda ja selle külge klammerdub "miinus", rohkem kuumutatud elektrood, millest õmbluses tuleb rohkem sulametalli.
Nõuetekohaselt keevitada metallist inverter saab ainult siis, kui elektroodi on hästi kontrollitud teile. Selleks peate hoidja õigesti võtma. Kuidas seda teha, vaata videost.
Kuidas keevituskeevitus moodustub keevitamise ajal
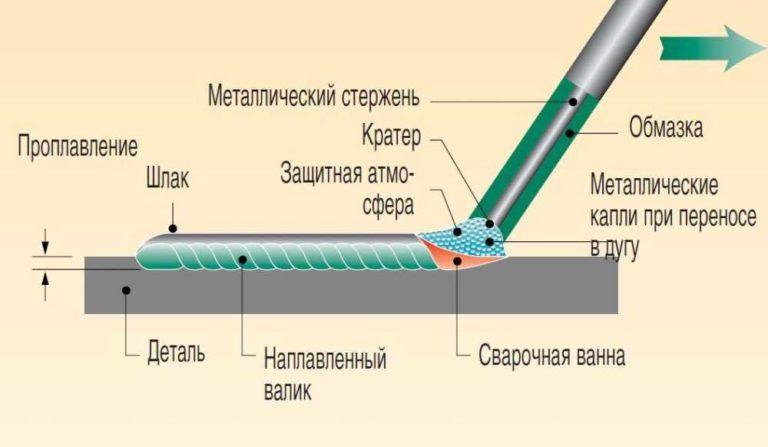
Et inverteriga keevitamise põhitõed oleksid selgemad, vaatleme, mis juhtub õmbluse tekkimisel. Alustuseks selgitame, et metallide keevituselektrood keevitamiseks koosneb metallsüdamikust ja plakeerimisest - spetsiaalsest kattekihist, mis katab keevitusala kokkupuutest õhus oleva hapnikuga. Loe lähemalt inverterelektroodide kohta siit.
Nüüd tegelikult keevitusprotsessist. Elektrikaar moodustub elektroodisüdamiku ja metalli kokkupuutel (vt allpool rohkem teavet selle kohta, kuidas kaar süttib). Samal ajal hakkab ümbris põlema. See sulab osaliselt, muutudes vedelaks, ja osaliselt muutub gaasiliseks. Need gaasid ümbritsevad keevitustsooni - keevitusbasseini. Nad ei lase õhuhapnikul "läbi murda" sulametallile. Vedelasse olekusse muutunud kattekihi osa katab sulametalli, luues teise kaitsekihi. Pärast jahtumist muutub see räbustuseks, mis koorib keevisõmbluse. Ja selles etapis kaitseb räbu veel kuuma metalli hapniku eest.
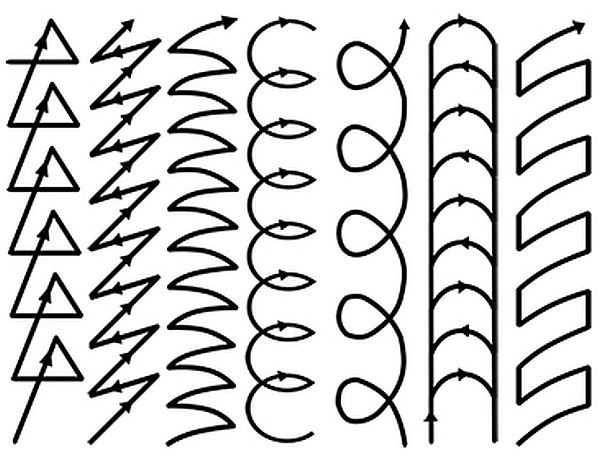
Kuid räbu ja kaitse ei ole ainus protsess, mida tuleb kontrollida. Keevitamisel tuleb veenduda, et kahe metallitüki ühenduskoht on ühtlaselt ja piisavalt kuumutatud. Mõlemad tükid peaksid sulama servast sama kaugel. Selleks, et kuumutamine oleks ühtlane, peate hoidma elektroodi otsast ja detailist sama kauguse. Seda ei ole väga lihtne teha: elektrood sulab keevitamise ajal ja selle sulatatud metalli osakesed kanduvad kaarega keevitusse. Seepärast tuleb elektroodihoidikut järk-järgult toorikule lähemale viia. Kuid sellega ei ole elektroodiga keevitamise tehnika veel lõppenud. Selle otsaga on vaja "välja kirjutada" mõned joonised - siksakid, ringid, kalasääred jne. Need võimaldavad teil muuta õmblust laiemaks ja sulatada kaks detaili kokku. Kõige tavalisemad elektroodi liigutused on näidatud alloleval fotol.
See tähendab, et peate elektroodi liigutama küljelt küljele keevisliidese laiusesse mööda ühte neist trajektooridest, jälgides samal ajal keevitusbasseini seisundit, ja langetama elektroodi, kui see põleb, hoides vahemaa detaili suhtes konstantsena. See on nii raske ülesanne inimesele, kes tahab õppida metalli keevitama. Inverteriga on see lihtsam - kaar on konstantne ja ei hüppa ringi, kuid alguses ei pruugi see õnnestuda.
See video näitab väga aeglaselt, kuidas metalliosakesi kantakse elektroodilt keevitusbasseini ja kuidas see moodustub.
Kuidas õppida metalli keevitamist inverteriga
Alustage treeningut kaarega süütamisega. Selleks vajate lisaks masinale metallist (5-6 mm paksust) ja elektroodimaski ning kragid (paksud nahast kindad) keevitaja, samuti tihedat riietust ja paksust nahast saapaid - kaitseks sädemete ja katlakivide eest.
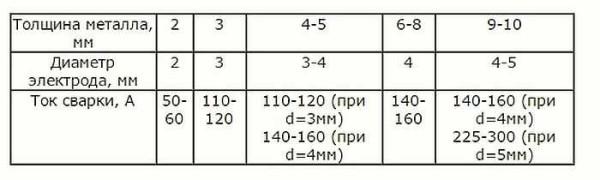
Töö algab keevituskaablite ühendamisega. Seejärel sisestage hoidikusse valitud elektrood (alustuseks võtke MP 3, mille läbimõõt on 3 mm - need süttivad kergesti ja keevitavad hästi). Pärast toiteallika sisselülitamist seadke keevitusvool (vt tabelit). 3 mm läbimõõduga elektroodi puhul seadke voolu 90-120 A. Keevitusprotsessi käigus saab voolu reguleerida. Kui näete, et te ei saa rulli, vaid ainult mõned ühendamata ribad, suurendage seda. Kui metall on seevastu väga vedel ja keevitusbasseini on raske liigutada, vähendage seda. Seadistused sõltuvad väga palju masinast ja valitud elektroodist. Nii et proovige, muutke. Olles seadistanud voolu, pange keevitusmask peale (algajatel on lihtsam töötada kameeleonmaskiga), võite töötada.
Keevitamine inverteriga algajatele algab sellega, et õpitakse, kuidas kaar süütada. On kaks meetodit: koputage elektroodi otsa mitu korda detailile või lööge seda nagu tikku. Mõlemad meetodid toimivad. Kumb on teile mugavam, kasutage seda meetodit. Tulevikus aga pidage meeles, et peaksite lööma piki õmblusjoont, et toorikule ei jääks jälgi. Te peate mõnda aega harjutama ja põletama mõned elektroodid, et osata kaar püsivalt käivitada.
Kui kaar on probleemideta süüdatud, võite edasi liikuda - liikumiste meisterdamiseks. Tehke seda paksude metallrullidega. Metallplaadile tõmbate kriidiga joone, mis asendab teile õmblust. Seejärel süütate kaare. Kohas, kuhu see tabab, sulab metall ja katab end vedela räbu kilega. Seda kohta nimetatakse keevitusbasseiniks. See on see, mida te peate piki joonistatud joont liigutama. Tehke seda ühe ülaltoodud joonisel näidatud liigutusega.
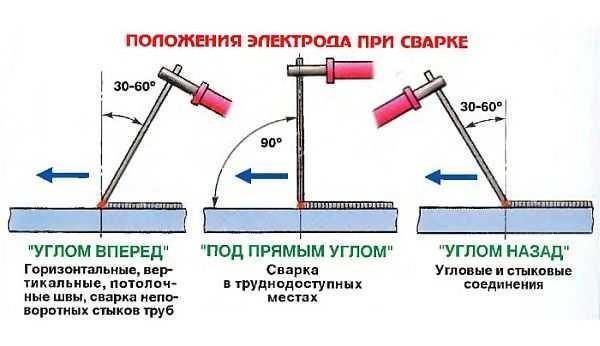
Vanni liikumiseks tuleb elektrood veidi kallutada, umbes 50-45° nurga all. Mõnel on suurem nurk, mõnel väiksem. Üldiselt muudate elektroodi kallutamisega keevitusbasseini mõõtmeid (laiust). Võite katsetada: keevitamisel on palju erinevaid tehnikaid ja oluline on ainult see, et õmblus oleks kvaliteetne ja see, kuidas te seda saavutate, on teie asi, eriti kuna te töötate ise ja enda jaoks.
Elektroodil on kaks peamist tööasendit: ettepoole suunatud nurk ja tahapoole suunatud nurk. Kui keevitame ettepoole suunatud nurga all, saame vähem soojust ja keevisõmblus on laiem. Seda tehnikat kasutatakse õhukeste metallide keevitamisel. Paksud metallid keevitatakse tavaliselt tagurpidise nurga all.
Kuid kaldenurk ei ole kõik parameetrid, mida tuleb säilitada. On ka kaare pikkus. See on elektroodi otsa ja detaili pinna vaheline kaugus. Keskmine kaar - 2-3 mm, lühike - 1 mm või isegi sellele lähedane, pikk - 5 mm ja rohkem - kuni katkemiseni. Harjutamine algab tööga keskmise kaarepikkusega. Hoidke metallile 2-3 mm. Siis saadakse ühtlasem ja kvaliteetsem õmblus: liiga suure vahega kaar hakkab hüppama, metalli kuumutamine on ebapiisav, õmblus saadakse määrdunud, ühendus on ebausaldusväärne. Lühikese kaarega tekib teine probleem - keevisõmblus on liiga kumer, sest kuumutustsoon on liiga väike. Ka see ei ole hea, sest see jätab toorikule allalõiked - sooned piki õmblust -, mis vähendavad ühenduse tugevust.

Kui olete mõnda aega harjutanud erinevate liikumistega rullide paigaldamist, võite proovida keevitada õmblusi pärast seda, kui rullid on sama laiad ja kattelehtedega kaetud ligikaudu sama suured. Keevisõmbluste ja -liidete tüüpide ning nende valmistamise kohta saate lugeda siit või vaadata teist õppetundi "Keevitamine lihtsamatele".
Inverterkeevituse põhitõed algajatele on kõik olemas. Teile jääb vaid praktika: peate kasutama harjutamiseks rohkem kui ühte elektroodi. Ehk isegi mitte ühte kilogrammi. Kui käsi ise kõik liigutused teeb, tundub teile kõik üsna lihtne.
Saadud teadmiste kinnistamiseks proovige oma kätt veidi harjutada ilma elektroodita, harjutades liigutusi pliiatsiga käes. See on samuti hea võimalus, võib-olla leiate selle vastuvõetavamaks. Selles videoõpetuses inverterkeevitus algajatele on väga selge, lihtne ja kättesaadav kõik sätestatud. Kui on veel ebaselgusi, vaadake läbi. Mõista, kuidas korralikult keevitada inverterkeevitusega. Algaja keevitajatele palju kasulikku.
Ja lõpuks mõned keevitusinverterite töö eripärad. Nad kardavad väga tolmu, eriti metallitolmu. Seetõttu on soovitav nende lähedal mitte kasutada bolgarit ja viia läbi regulaarne puhastamine tolmuimejaga sees (pärast garantiiaja lõppu). Neid ei soovitata töötada vihma käes või märgades ruumides. See kehtib eriti odavate kodumudelite kohta. Kuigi neil on elektrilöögi kaitse, kuid parem on siiski olla edasikindlustatud.
Elektroode valides pöörake tähelepanu nende kasutusalale: need peavad sobima töötamiseks konstantse vooluga. Kõrgeima voolu või pinge juures keevitamisel on töörežiim katkendlik. See on iga masina puhul täpsustatud passis.





