

Algaja keevitaja jaoks võib elektroodi valimine olla keeruline. On olemas üle kahesaja erineva omaduse, otstarbe ja omadustega margi. Ja umbes 100 marki sobib käsitsi elektrikaarkeevituseks inverterseadmetega. Kõigist neist on võimatu rääkida ja alustada ei olegi vaja. Lihtsalt iseloomustage lühidalt peamisi tüüpe ja seda, millised elektroodid inverterkeevituseks sobivad paremini algajatele.
Artikli sisu
Mis on elektrood ja milleks on kattekihi
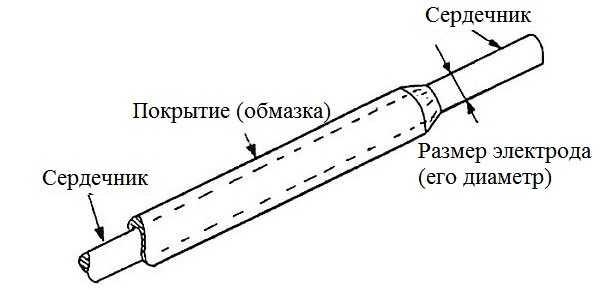
Elektrood on metalltraat, mis on kaetud spetsiaalse kattega - plakeeringuga. Keevitamise ajal sulab südamik kaare temperatuurist. Samal ajal põleb ja sulab ümbris, tekitades keevituspiirkonna ümber kaitsva gaasipilve - keevitusbasseini. See lõikab ära õhus sisalduva hapniku. Katte põlemise käigus muutub osa sellest vedelaks ja katab sulametalli õhukese kihina, kaitstes seda samuti hapniku kokkupuute eest. Seega tagab plakeerimine hea keevisõmbluse kvaliteedi.
Enne keevitamist kontrollitakse kõiki elektroode: kattekihil ei tohi olla laaste. Vastasel juhul ei saavutata homogeenset kuumutamist ja kvaliteetset keevitust. Pöörake tähelepanu ka elektroodi otsale: kattekihi paksus peaks olema kõigil külgedel ühesugune. Siis tuleb kaar keskelt välja. Vastasel juhul nihkub see. Kogemustega keevitajatele ei ole see kohutav, kuid algajatele võib see tekitada käegakatsutavaid probleeme.
Tuleb jälgida katte niiskusesisaldust. Mõned neist süttivad kõrge niiskuse juures väga halvasti (näiteks UONI). Rasvade sellise "kapriislikkuse" tõttu tuleb neid ladustada kuivas kohas, võimaluse korral hermeetilises pakendis. Võite panna karbi kotti ja panna ka paar kotti soola, mis on kingakarbis.
Märgade elektroodide ostmine ei tasu: neid saab muidugi kuivatada, kuid nende omadused vähenevad. Kui juhtub siiski, et elektroodid on niiskeks jäänud, võib neid kuivatada tavalises koduses ahjus madalatel temperatuuridel (need on tavaliselt pakendil märgitud). Teine meetod on panna need pikaks ajaks kuivasse, hästi ventileeritud ruumi.

Katte tüübid ja nende omadused
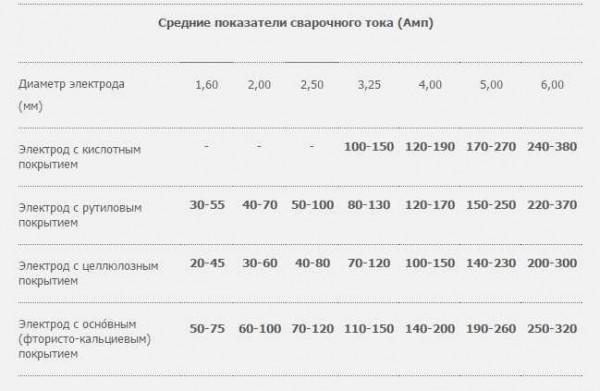
On olemas ainult neli liiki katteid:
- Põhilised.
- Rutiil.
- Happeline.
- Tselluloos.
Põhilised (UONI) ja tsellulooskatted sobivad ainult alalisvoolu keevitamiseks. Neid võib kasutada vastutustundlikel õmblustel: nad loovad tugeva, elastse keevisõmbluse, mis on vastupidav löökkoormustele.

Teised kaks (rutiil ja hapu) - võivad töötada nii vahelduv- kui ka alalisvoolu keevitamisel. Kuid happekate on väga mürgine: sellega saab töötada ainult siseruumides, kui töökoht on varustatud sundväljatõmbega.
Rutiilkattematerjalil on rohekas või sinine varjund, elektroodidele on iseloomulik kerge süttimine. Nad süttivad hästi isegi siis, kui inverteril on madal tühikäigupinge (hea volt-ampere karakteristik on vajalik põhikihi kindlaks süttimiseks, kuidas valida inverterkeevitusseadet, loe siit.). Rutiilelektroodidega (MP-3) keevitamisel ei ole metalli peaaegu üldse pritsmeid, kuid räbu on palju ja seda ei ole lihtne eemaldada: tuleb töötada haamriga.
Võib-olla huvitab teid, kuidas keevitada metalltorust lehtmaja või kuidas teha torust raamile kuur.
Kuidas valida elektroodid inverterkeevituseks
Kõigepealt valitakse südamiku koostis: see peaks olema sarnane keevitatava metalli tüübiga. Kodumajapidamises kasutatakse kõige sagedamini konstruktsiooniterast. Siin samast traadist ja peaksid olema elektroodid. Mõnikord on siiski vaja keevitada roostevaba terast. Siis peaks südamik olema samuti roostevabast terasest ning kõrglegeeritud ja kuumakindla metalli puhul teha samade omadustega metallist.
Kõiki töid kodus või ehitusplatsil saab teha vaid mõne marki elektroodide abil:
- MR-3
- UONI 13/55
- ANO 21
- OK 63.34
Paljud on neid tunnistanud parimateks elektroodideks algajatele, kes töötavad inverterkeevitusseadmetega: nendega on lihtsam töötada, samas võimaldavad nad valmistada kvaliteetseid keevisõmblusi isegi märkimisväärse kogemuse puudumisel. Allpool on esitatud nende tarvikute omadused ja üldine kasutusala, mida paljud spetsialistid peavad heaks elektroodiks inverteri jaoks. Igal juhul soovitatakse neid sageli algajatele keevitajatele kogemuste omandamiseks.
Rutiilkattega elektroodid MP 3

Kõige sagedamini soovitatakse algajatel alustada keevitamist MR-3 elektroodidega. Need on kergesti süttivad, isegi keevitusmasina mitte väga heade volt-ampere omaduste korral, annavad hea kaitse keevitusbasseinile, võimaldavad selle asendit üsna kergesti kontrollida. Kui elektrood ei ole süttinud, kaltsineerige seda temperatuuril 150-180 ° 40 minutit.
Neid kasutatakse vahelduv- (keevitusmuundurid) ja alalisvooluga (keevitusalaldi ja inverterid) töötavates masinates. Inverterid on tavaliselt ühendatud vastupidise polaarsusega (+ elektroodil). Need sobivad mis tahes keevitustüübiks, välja arvatud vertikaalne ülevalt alla keevitus.
Lugege keevitusseadmete tüüpide kohta siit.
MR 3 elektroodid ei ole keevitatud pindade kvaliteedi suhtes kapriisne. Neid saab kasutada isegi töötlemata, roostes ja märgade detailide puhul. Keevitamine toimub keskmise (2-3 mm) või lühikese kaarega.
MP 3 omadus on algajatele keevitajatele väga oluline: need "hoiavad" kaar hästi, nendega on lihtne töötada. Sellepärast ei meeldi kõigile professionaalidele see mark: nad nimetavad neid Bengali tuledeks. Nad keevitavad liiga pehmelt: hea kuumuse saavutamiseks on vaja aeglasi liigutusi. Mis ei ole professionaalide maitse, algajatele on see just see, mida nad vajavad. Proovige alustada oma keevitustreeningut just MP3-ga. Sul peaks olema kõik korras.
| Elektroodi läbimõõt LEZ MP-3, mm | Pikkus, mm | Soovitatav keevitusvool, A | Pakendi kaal, kg | Hind, hõõruda |
|---|---|---|---|---|
| 2,0 | 250 | 40-60 А | 1,0 | 146 |
| 2,5 | 300 | 60-100 А | 1,0 | 120 |
| 3 | 350 | 70-100 А | 1,0 | 95 |
| 4 | 450 | 80-170 А | 1,0 | 91 |
| 5 | 450 | 130-210 А | 1,0 | 91 |
UONI 13/55 põhikattega

Need on tõenäoliselt kõige levinumad ja populaarsemad põhikattega elektroodid. Neid soovitatakse keevitada süsiniku- ja madala legeeriga teraste keevitamiseks. Need sobivad kriitiliste konstruktsioonide ühendamiseks. Õmblused saadakse tugevate löökkoormuste ja plastilisuse suhtes, taluvad hästi madalate temperatuuride mõju.
Nende elektroodide puudus: nad süttivad hästi ainult piisavalt suure tühikäigu väärtuse korral inverteris (üle 70 V). Teine oluline puudus: kõrged nõuded keevitatud metallide puhastamisele ja töötlemisele. Kui servale jääb roostet, tolmu, õli või muid saasteaineid, on õmblus poorne.
Töö UONI 13/55-ga on võimalik ainult alalisvoolu keevitusseadmetel, sealhulgas inverteritel, vastupidise polaarsusega (+ juhitakse elektroodile) ja lühikese kaarega (hoidke elektroodi otsa keevitatavale pinnale lähemal). Minimaalne tühikäigu pinge on 65 V.
| Elektroodi läbimõõt UONI 13/55 (tootja Mezhgosmetiz) | Elektroodi pikkus, mm | Soovitatav keevitusvool, A | Pakendi jaehind, rubla |
|---|---|---|---|
| 2,0 | 250 | 30-60 А | |
| 2,5 | 300 | 40-70 А | 127 hõõruda |
| 3 | 350 | 80-100 А | 116 rubla |
| 4 | 450 | 130-160 А | 111 rubla |
| 5 | 450 | 180-210 А | 110 rubla |
ANO 21
Seda tüüpi rutiilkattega elektroodid on ette nähtud väikese paksusega süsinikterase töötlemiseks. (Loe õhukeste metallide keevitamise kohta siit.) Nende kasutamisel süttib kaar kergesti (sh. uuesti süttimine), keevitus on peenelt helvestunud (väikesemõõtmelistest lainetest), räbu on kergesti eraldatav. ANO 21 elektroode saab kasutada vee- või gaasitorude keevitamiseks.

Need töötavad nii vahelduv- kui ka alalisvooluga mis tahes polaarsusega. Enne keevitamist tuleb neid kuumtöödelda: neid kaltsineeritakse 120 °C juures 40 minutit.
| Läbimõõt, mm | Alumine elektroodi asend | Vertikaalne elektroodi asend | Katuseelektroodi asend |
|---|---|---|---|
| 2 | voolutugevus 50-90 A | voolutugevus 50-70 A | voolutugevus 70-90 A |
| 2,5 | voolutugevus 60-110 A | voolutugevus 60-90 A | voolutugevus 80100 A |
| 3 | voolutugevus 90-140 A | voolutugevus 80-100 A | voolutugevus 100-130 A |
Roostevabast terasest elektroodid OK 63.34
Kui teil on vaja keevitada roostevaba terast, proovige OK 63.34. Neid saab kasutada ka konstruktsiooniterase keevitamiseks. See tekitab peene lainega õmbluse, millel on sujuv üleminek metalli põhipinnale. Räbu hulk on väike, see on kergesti maha pekstud.
See elektrood sobib hästi vertikaalsete keevisõmbluste ja 6-8 mm metallide keevitamiseks, mis kulgevad ülevalt alla. Sobib mitmikõmbluskeevituseks põik- ja kattuvate vuukide keevitamiseks. Töötab mis tahes polaarsusega alalis- ja vahelduvvooluga, minimaalne koormamata pinge - 60 V.

Keevitamiseks vajate ikkagi maski. Töö hõlbustamiseks võtke keevitusmask-kameleon.
Kuidas valida elektroodi läbimõõt, kuidas seda ühendada ja kuidas määrata voolutugevust
Inverteri elektroodide margi valimine ei ole kõik. Isegi kui olete otsustanud, jääb vähemalt kolm küsimust:
- Millist elektroodi läbimõõtu keevitamisel kasutada;
- millist voolu seada;
- millise väljundiga "+" või "-" ühendada elektrood.
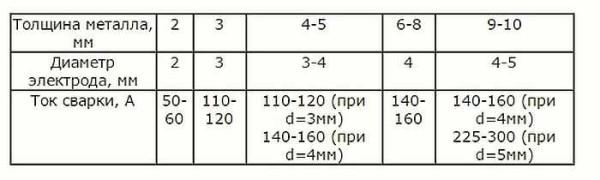
Räägime neist kõigist järjekorras. Alustame sellest, millise läbimõõduga elektrood on keevitamiseks vajalik. Üldiselt soovitatakse lähtuda keevitatavate metallide paksusest: väikeste paksuste puhul võetakse elektrood, mille läbimõõt on sama suur kui metall. Kui keevitate 3 mm paksust metalli, siis võetakse elektroodid samasuguse suurusega. Kui keevitate midagi paksemat, võtke vastavalt 4 mm. Kuid algajatel on raske töötada suurte elektroodidega. Alustage keevitamise meisterdamist metalli paksusega 3-4 mm. Selleks kasutage elektroode 3 mm, või nagu öeldakse "kolmekordsed".
Selle kohta, millise väljundiga ühendada elektroodid. Pakendi tehnilistes kirjeldustes on tõenäoliselt märgitud, millise polaarsuse jaoks on elektrood ette nähtud. Vastupidise polaarsuse korral ühendatakse elektrood positiivsesse väljundisse, negatiivne väljund ühendatakse klambriga, mis on kinnitatud detaili külge. Edasi polaarsuse korral on pluss ühendatud töödeldava detaili külge ja miinus elektroodi külge. Kuidas see keevitusinverteril välja näeb, on näidatud fotol.

Mille poolest erinevad need kaks ühendustüüpi? Elektronide voolu suund on erinev. Nagu te teate, liiguvad elektronid "miinusest" "plussi". Seetõttu selgub keevitamisel, et element, mis on ühendatud "+", kuumeneb rohkem. Ühendusviise muutes saate reguleerida metalli kuumenemise intensiivsust.
Vaatleme mitmeid olukordi. Näiteks on teil elektrood 3 mm, metall 2 mm. Kui te rakendate "+" osa saab läbi põletada. Seetõttu on sellisel juhul parem kasutada vastupidist polaarsust, mis on rohkem kuumutatud elektroodi. Kui soovite keevitada 6 mm metalli sama kolmega, on parem teha seda otsepolaarsusega: nii on metalli kuumutamine sügavam ja õmblus on vastupidavam.
Kuidas valida inverterkeevitusmasinat loe siit. Teid võib huvitada aia ehitamine lainelisest terasest.
Praegune tugevus keevitamisel
Üldiselt määratakse elektroodi paigaldamisel inverteri keevitusvoolu tugevus sõltuvalt kasutatava elektroodi läbimõõdust. Üldiselt on igal pakendil soovitused, kuid võite neist ka loobuda: iga millimeetri läbimõõdu kohta võtke 20-30 amprit voolu. See osutub üsna laiaks vahemikuks, kuid siis tuleb veel arvestada, kuidas te keevituse panete: kas koos või ilma katkestiga. Keevitamiseks ilma rebenemiseta pane madalamad voolud, rebenemisega - kõrgemad.
Näiteks 3 mm läbimõõduga elektroodi puhul on arvutuslik vool 60 A kuni 90 A. Tõesti, see töötab vahemikus 30 amper kuni 140 amper. Keevitamisel ilma katkestuseta on voolu seadistatud umbes 70-90 A, katkestusega - 90-120 A. Need parameetrid võivad "kõndida" mõlemas suunas: see sõltub elektroodi otsa liikumise kiirusest, keevitatava terase margist ja "voolavusest", keevituse asendist (vertikaalse ja horisontaalse keevituse puhul pane veidi vähem, lae puhul - veelgi vähem).
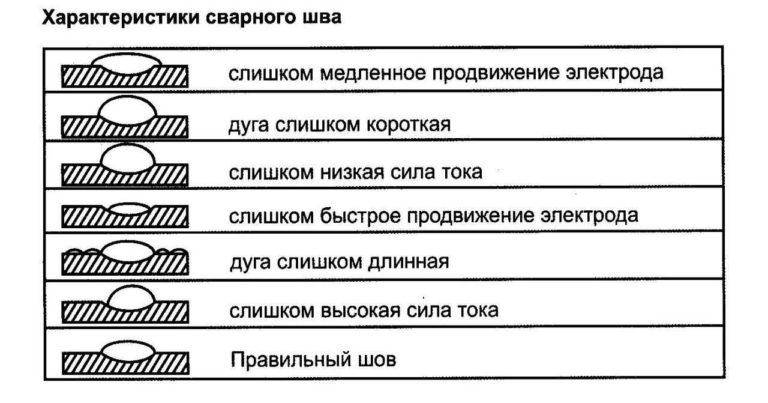
Üldiselt on isegi tootja soovitatud voolutugevused kaugel sellest, et need oleksid nõutavad. Alustage nendega ja valige siis nii, et teil oli mugav töötada ja õmblus osutus heaks. Sa peaksid saama kvaliteetse ühenduse ning voolu ja kiiruse suhte valid katseliselt. Samal ajal keskenduge keevitusbasseini seisundile. Ta on teie peamine kvaliteedinäitaja.
Kuidas inverterkeevitusega õigesti keevitada, loe siit.
Nüüd te teate mitte ainult, kuidas valida elektroodid inverterkeevituseks, vaid ka seda, kuidas neid ühendada, millist läbimõõtu te selleks tööks vajate ning kuidas võtta voolu iga elektrooditüübi jaoks ja keevitada. Nüüd räägime veidi elektroodihoidjatest.
Elektroodihoidjad
Ühel keevituskaablil on hoidik (hoidik), millesse keevituselektrood sisestatakse. On olemas kahte tüüpi hoidikuid:
- päästikuklahviga, milles elektrood klammerdub automaatselt, kui vedrustatud klahvi vajutades vabastatakse see;
- keermestatud - käepide keeratakse ja keeratakse lahti, vabastades või kinnitades sisestatud elektroodisüdamiku.
Milline neist on parem? See on teie otsustada, kuid kogemata klahvi vajutades võite keevitamise ajal elektroodi maha lasta. Midagi hirmsat ei juhtu sel juhul, kuid see on ebameeldiv ...
Elektroodihoidja valimisel tuleb eelkõige pöörata tähelepanu voolu tugevusele, mille jaoks see on mõeldud. Te valite maksimaalse parameetri, mis on teie keevitusmasinale kättesaadav.
Kuidas ühendada kaabel keevituselektroodihoidja külge keermestatud klambriga, on näidatud videos.
Rõivaklambrite hoidja puuduseks on see, et aja jooksul nõrgeneb elektroodisüdamikku kinnitav vedru ja kontakt halveneb. Tuleb panna uus. Kuidas seda teha riidenõelahoidjaga, vaata videost.
Elektroodihoidja ühendamine keevitamiseks ei ole keeruline. On ainult üks nüanss: sagedase töö korral hõõrub keevituskaabel oma serva. Loomulikult võite kaablit lühendada ja uuesti teha, kuid alati ei taha te isegi 10-20 cm ära lõigata. Et seda vältida, otsige voolik, mille siseläbimõõt on sama või veidi väiksem kui keevituskaabli välisläbimõõt. Lõika sellest väike tükk - umbes 15 sentimeetrit - ja lõika see pikuti. Selle võib nüüd kaablile üle libistada, ülespoole tõmmata ja seal kinnitada.





