

Para un soldador novato, elegir un electrodo puede ser todo un reto. Existen más de doscientas marcas con propiedades, finalidad y características diferentes. Y unas cien marcas son adecuadas para la soldadura manual por arco eléctrico con máquinas inverter. Es imposible hablar de todas ellas, y no es necesario empezar. Sólo caracterizar brevemente los principales tipos y qué electrodos para soldadura inverter son más adecuados para los principiantes.
Contenido del artículo
¿Qué es un electrodo y para qué sirve el revestimiento?
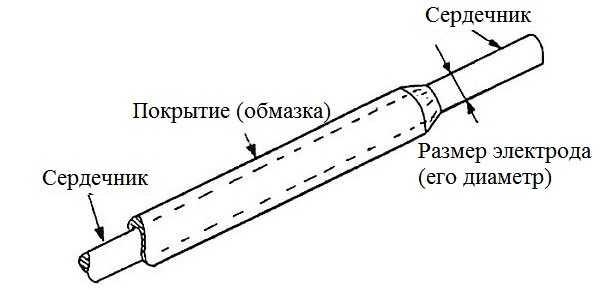
Un electrodo es un trozo de alambre metálico con un revestimiento especial. Durante la soldadura, el núcleo se funde por la temperatura del arco. Al mismo tiempo, el revestimiento arde y se funde, creando una nube de gas protector alrededor de la zona de soldadura: el baño de soldadura. Esto corta el oxígeno contenido en el aire. En el proceso de combustión, parte del revestimiento se vuelve líquido y cubre el metal fundido con una fina capa, protegiéndolo también de la interacción con el oxígeno. Así, el revestimiento garantiza una buena calidad de la soldadura.
Antes de soldar, se inspecciona cualquier electrodo: el revestimiento no debe tener virutas. De lo contrario, no conseguirá un calentamiento homogéneo y una soldadura de alta calidad. También presta atención a la punta del electrodo: el espesor del recubrimiento debe ser el mismo en todos los lados. Entonces el arco saldrá por el centro. De lo contrario, se desplazará. Para los soldadores con experiencia esto no es terrible, pero para los principiantes puede crear problemas tangibles.
Es necesario controlar el contenido de humedad del revestimiento. Algunos de ellos a alta humedad se inflaman muy mal (por ejemplo, UONI). Debido a este "capricho" de la grasa, deben almacenarse en un lugar seco, proporcionando si es posible un embalaje hermético. Se puede poner la caja en una bolsa, y también poner unas bolsas de sal, que están en cajas de zapatos.
No merece la pena comprar electrodos húmedos: por supuesto, se pueden secar, pero sus características se verán reducidas. Si aun así los electrodos se han humedecido, pueden secarse en un horno doméstico normal a bajas temperaturas (suelen venir indicadas en el envase). El segundo método consiste en colocarlos durante un largo periodo de tiempo en una habitación seca y bien ventilada.

Tipos de revestimiento y sus características
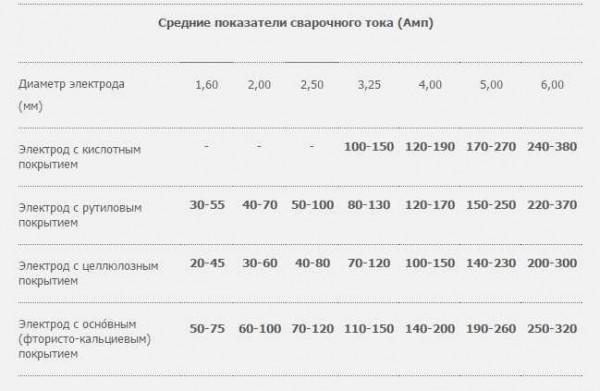
Sólo hay cuatro tipos de revestimientos:
- Básico.
- Rutilo.
- Ácido.
- Celulosa.
Los revestimientos básicos (UONI) y celulósicos sólo son adecuados para la soldadura en corriente continua. Pueden utilizarse en cordones responsables: crean una soldadura fuerte y elástica, resistente a las cargas de choque.

Los otros dos (rutilo y ácido) pueden funcionar tanto para soldadura de corriente alterna como de corriente continua. Pero el revestimiento ácido es muy tóxico: sólo puede trabajar en interiores si el lugar de trabajo está equipado con escape forzado.
El revestimiento de rutilo tiene un tinte verdoso o azulado, los electrodos se caracterizan por su fácil ignición. Ellos están bien encendieron incluso si el inversor tiene una baja tensión de reposo (se requiere una buena característica de voltios-amperios para la ignición segura del revestimiento principal, cómo elegir una máquina de soldadura del inversor, lea aquí.). Al soldar con electrodos de rutilo (MP-3), el metal casi no salpica, pero hay mucha escoria y no es fácil de quitar: hay que trabajar con un martillo.
Tal vez le interese saber cómo soldar un cenador a partir de un tubo metálico o cómo hacer un cobertizo sobre un armazón a partir de un tubo.
Cómo elegir los electrodos para la soldadura inverter
En primer lugar, se selecciona la composición del núcleo: debe ser similar al tipo de metal que se va a soldar. En el hogar, lo más a menudo se utiliza acero estructural. Aquí desde el mismo alambre y debe ser electrodos. A veces es necesario soldar acero inoxidable. A continuación, el núcleo también debe ser de acero inoxidable, y de alta aleación y resistente al calor hacer de metal con las mismas características.
Realizar todo el trabajo en casa o en la obra se puede hacer con el uso de sólo unas pocas marcas de electrodos:
- MR-3
- UONI 13/55
- ANO 21
- OK 63,34
Son reconocidos por muchos como los mejores electrodos para los principiantes que trabajan con máquinas de soldadura del inversor: es más fácil trabajar con ellos, al mismo tiempo, que le permiten cocinar soldaduras de alta calidad, incluso en ausencia de experiencia significativa. A continuación se presentan las características y la aplicación general de los consumibles que muchos especialistas consideran buenos electrodos para inversor. En cualquier caso, a menudo se recomiendan a los soldadores noveles para adquirir experiencia.
Electrodos con revestimiento de rutilo MP 3

La mayoría de las veces se aconseja a los principiantes que empiecen a dominar las soldaduras con electrodos MR-3. Se encienden fácilmente, incluso con no muy buenas características voltio-amperio de la máquina de soldar, dan una buena protección del baño de soldadura, le permiten controlar su posición con bastante facilidad. Si el electrodo no se enciende, calcínelo a una temperatura de 150-180 ° durante 40 minutos.
Se utilizan en máquinas con corriente alterna (transformadores de soldadura) y continua (rectificadores e inversores de soldadura). Los inversores suelen conectarse en polaridad inversa (+ en el electrodo). Son adecuados para cualquier tipo de soldadura, excepto la vertical descendente.
Infórmese aquí sobre los tipos de soldadoras.
Los electrodos MR 3 no son caprichosos con la calidad de las superficies soldadas. Pueden utilizarse incluso en piezas sin tratar, cubiertas de óxido y húmedas. La soldadura se realiza con arco medio (2-3 mm) o corto.
La característica de los MP 3 es muy importante para los soldadores noveles: "sujetan" bien el arco, es fácil trabajar con ellos. Por eso, no a todos los profesionales les gusta esta marca: las llaman luces de Bengala. Sueldan demasiado suave: son necesarios movimientos lentos para un buen calentamiento. Lo que no es del gusto de los profesionales, para los principiantes es justo lo que necesitan. Intenta empezar tu formación en soldadura sólo con MP3. Te irá bien.
| Diámetro del electrodo LEZ MP-3, mm | Longitud, mm | Corriente de soldadura recomendada, A | Peso del paquete, kg | Precio, frotar |
|---|---|---|---|---|
| 2,0 | 250 | 40-60 А | 1,0 | 146 |
| 2,5 | 300 | 60-100 А | 1,0 | 120 |
| 3 | 350 | 70-100 А | 1,0 | 95 |
| 4 | 450 | 80-170 А | 1,0 | 91 |
| 5 | 450 | 130-210 А | 1,0 | 91 |
UONI 13/55 con revestimiento básico

Son probablemente los electrodos con revestimiento básico más extendidos y populares. Se recomiendan para soldar aceros al carbono y de baja aleación. Son adecuados para uniones de estructuras críticas. Las costuras se obtienen fuerte a las cargas de choque y plástico, así tolerar los efectos de las bajas temperaturas.
La desventaja de estos electrodos: se encienden bien sólo a un valor suficientemente grande de la velocidad de ralentí en el inversor (por encima de 70 V). La segunda desventaja importante: los elevados requisitos de limpieza y tratamiento de los metales soldados. Si el óxido, el polvo, el aceite u otros contaminantes permanecen en el borde, la costura será porosa.
El trabajo con UONI 13/55 sólo es posible en máquinas de soldar de corriente continua, incluidos los inversores, con polaridad inversa (+ se alimenta al electrodo), y un arco corto (mantener la punta del electrodo más cerca de la superficie soldada). La tensión mínima en vacío es de 65 V.
| Diámetro del electrodo UONI 13/55 (fabricante Mezhgosmetiz) | Longitud del electrodo, mm | Corriente de soldadura recomendada, A | Precio de venta al público de un paquete, rublos |
|---|---|---|---|
| 2,0 | 250 | 30-60 А | |
| 2,5 | 300 | 40-70 А | 127 frotar |
| 3 | 350 | 80-100 А | 116 rublos |
| 4 | 450 | 130-160 А | 111 rublos |
| 5 | 450 | 180-210 А | 110 rublos |
ANO 21
Este tipo de electrodos con revestimiento de rutilo está diseñado para trabajar con aceros al carbono de pequeño espesor. (Lea sobre la soldadura de metales finos aquí.) Al utilizarlos, el arco se enciende con facilidad (incluido el reencendido), la soldadura se escama finamente (a partir de ondas de pequeño tamaño), la escoria se separa fácilmente. Los electrodos ANO 21 pueden utilizarse para soldar tuberías de agua o gas.

Funcionan tanto con corriente alterna como continua de cualquier polaridad. Antes de soldar, requieren tratamiento térmico: se calcinan a 120 °C durante 40 minutos.
| Diámetro, mm | Posición del electrodo inferior | Posición vertical del electrodo | Posición del electrodo de techo |
|---|---|---|---|
| 2 | intensidad de corriente 50-90 A | intensidad de corriente 50-70 A | intensidad de corriente 70-90 A |
| 2,5 | intensidad de corriente 60-110 A | intensidad de corriente 60-90 A | intensidad de corriente 80100 A |
| 3 | intensidad de corriente 90-140 A | intensidad de corriente 80-100 A | intensidad de corriente 100-130 A |
Electrodos de acero inoxidable OK 63.34
Si necesita soldar acero inoxidable, pruebe el OK 63.34. También pueden utilizarse para soldar acero estructural. Esto produce un cordón con una onda fina con una transición suave a la superficie principal del metal. La cantidad de escoria es pequeña, se elimina fácilmente a golpes.
Este electrodo es bueno para soldar soldaduras verticales y metal de 6-8 mm, pasando de arriba a abajo. Adecuado para soldadura multipaso de juntas a tope y solapadas. Funciona con corriente continua y alterna de cualquier polaridad, tensión mínima en vacío - 60 V.

Para soldar, seguirás necesitando una máscara. Para facilitar el trabajo, tomar una máscara de soldadura-camaleón.
Cómo elegir el diámetro del electrodo, cómo conectarlo y cómo ajustar la intensidad de la corriente
Elegir la marca de electrodos para el inversor no lo es todo. Aunque se haya decidido, quedan al menos tres preguntas:
- Qué diámetro de electrodo utilizar al soldar;
- qué corriente fijar;
- a qué salida "+" o "-" conectar el electrodo.
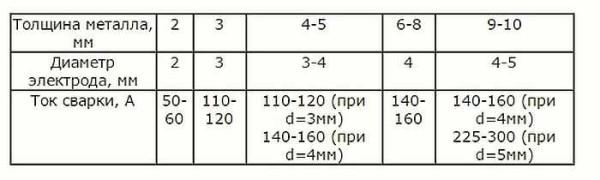
Hablemos de todos ellos por orden. Empecemos por el diámetro del electrodo necesario para soldar. En general, se recomienda proceder a partir del espesor de los metales soldados: para pequeños espesores, el electrodo se toma con un diámetro del mismo tamaño que el metal. Si suelda metal de 3 mm de espesor, los electrodos tienen un tamaño similar. Si se suelda algo más grueso, se toman respectivamente 4 mm. Pero será difícil para los principiantes a trabajar con electrodos grandes. Comience a dominar la soldadura con un espesor de metal de 3-4 mm. Para ello, utilice electrodos de 3 mm, o como se suele decir "triple".
Respecto a cómo a qué salida conectar los electrodos. Lo más probable es que en las especificaciones técnicas del envase se indique para qué polaridad está previsto el electrodo. En polaridad inversa, el electrodo se conecta a la salida positiva, la salida negativa se conecta a la pinza, que se sujeta a la pieza. Con polaridad directa, el positivo se conecta a la pieza y el negativo al electrodo. En la foto se muestra cómo se ve en el inversor de soldadura.

¿En qué se diferencian estos dos tipos de conexión? El flujo de electrones tiene una dirección diferente. Como sabes, los electrones se mueven de "menos" a "más". Por lo tanto, al soldar, resulta que el elemento que está conectado al "+" se calienta más. Cambiando los modos de conexión se puede controlar la intensidad de calentamiento del metal.
Consideremos varias situaciones. Por ejemplo, usted tiene un electrodo de 3 mm, metal de 2 mm. Si se aplica "+" a la parte puede ser quemado a través. Por lo tanto, en este caso, es mejor utilizar la polaridad inversa, que será más electrodo calentado. Si desea soldar 6 mm de metal con los mismos tres, es mejor hacerlo en la polaridad directa: por lo que el calentamiento del metal será más profunda y la costura será más duradera.
Cómo elegir una máquina de soldadura inverter leer aquí. Usted puede estar interesado en la construcción de una valla de acero corrugado.
Intensidad de la corriente al soldar
En general, al instalar el electrodo, la intensidad de la corriente de soldadura para el inversor se establece en función del diámetro del electrodo utilizado. En general, cada paquete tiene recomendaciones, pero se puede prescindir de ellos: por cada milímetro de diámetro tomar 20-30 amperios de corriente. Resulta que un rango bastante amplio, pero entonces usted todavía tiene que tener en cuenta cómo va a poner la soldadura: con o sin arranque. Para la soldadura sin desgarro poner corrientes más bajas, con desgarro - más alto.
Por ejemplo, para un electrodo con un diámetro de 3 mm, la corriente calculada es de 60 A a 90 A. Realmente trabajar en el rango de 30 amperios a 140 amperios. Al soldar sin separación, la corriente se establece alrededor de 70-90 A, con separación - 90-120 A. Estos parámetros pueden "caminar" en ambas direcciones: depende de la velocidad de movimiento de la punta del electrodo, de la marca y la "fluidez" del acero soldado, en la posición de la soldadura (para la soldadura vertical y horizontal poner un poco menos, para el techo - incluso menos).
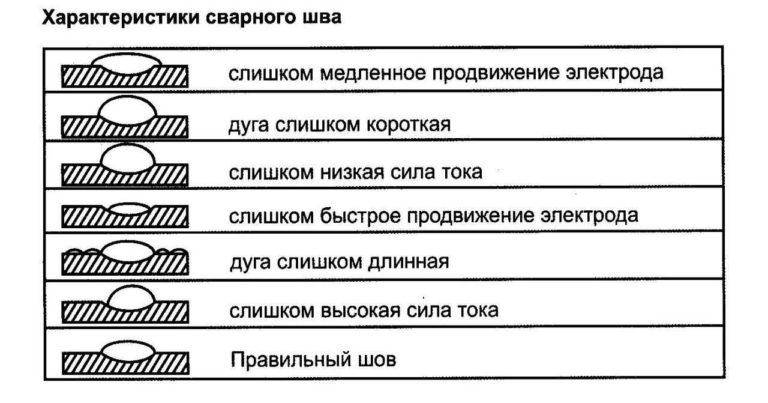
En general, incluso las corrientes recomendadas por el fabricante están lejos de ser un requisito. Comience con ellos, y luego seleccione de modo que usted se sentía cómodo trabajando y la costura resultó bien. Usted debe obtener una conexión de alta calidad, y la relación de la corriente y la velocidad que va a seleccionar experimentalmente. Al mismo tiempo, se centran en el estado del baño de soldadura. Ella es su principal indicador de calidad.
Sobre cómo soldar correctamente con soldadura inverter, lea aquí.
Now you know not only how to choose electrodes for inverter welding, but also how to connect them, what diameter you need them for this work, and how to pick up the current for each type of electrode and weld. Now let’s talk a little about electrode holders.
Portaelectrodos
On one of the welding cables, there is a holder (holder) in which the welding electrode is inserted. There are two types of holders:
- with a trigger key, in them the electrode is clamped automatically when the spring-loaded key is released by pressing it;
- threaded – the handle is screwed and unscrewed, releasing or clamping the inserted electrode core.
Which one is better? It’s up to you, but by accidentally pressing the key, you can drop the electrode during welding. Nothing terrible happens in this case, but it is unpleasant …
When choosing an electrode holder, the main thing to pay attention to the strength of the current for which it is designed. You choose the maximum parameter, which is available for your welding machine.
How to connect the cable to the welding electrode holder with a threaded clamp is shown in the video.
The disadvantage of the clothespin holder is that over time, the spring that clamps the electrode core weakens and the contact deteriorates. It is necessary to put a new one. How to do it on a clothespin holder, see in the video.
Connect the electrode holder for welding is not difficult. Only there is one nuance: with frequent work, the welding cable is rubbed by its edge. You can, of course, shorten the cable and redo it, but you do not always want to cut off even 10-20 cm. To prevent this from happening, find a hose whose inner diameter is the same or slightly smaller than the outer diameter of the welding cable. Cut a small piece of it – about 15 centimeters – and cut it lengthwise. This can now be slipped over the cable, pulled upwards and secured there.





