

Η ηλεκτροσυγκόλληση χρησιμοποιεί ηλεκτρικό τόξο μεταξύ του τεμαχίου και ενός ηλεκτροδίου για να θερμάνει το μέταλλο. Καθώς το μέταλλο λιώνει, σχηματίζει μια συγκόλληση. Οι τεχνικές συγκόλλησης και η θέση του ηλεκτροδίου μπορεί να διαφέρουν ανάλογα με το μέταλλο και τον τύπο της σύνδεσης. Θα σας πούμε πώς να συγκολλήσετε τις ραφές ώστε η σύνδεση να είναι αξιόπιστη και όμορφη.
Περιεχόμενα του άρθρου
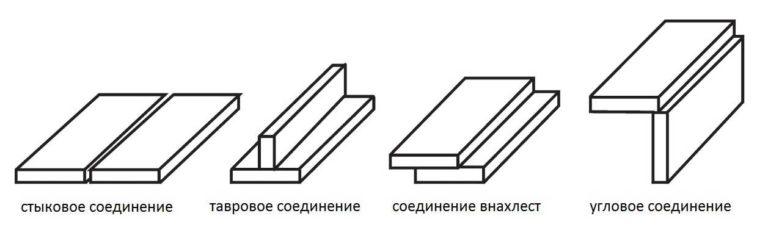
Τύποι συγκολλήσεων και αρθρώσεων
Οι ραφές έχουν μια αρκετά εκτεταμένη ταξινόμηση. Πρώτα απ' όλα, διακρίνονται ανάλογα με τον τύπο σύνδεσης των περιπτώσεων. Ανάλογα με τις απαιτήσεις αξιοπιστίας, η ραφή μπορεί να εφαρμοστεί σε μία ή δύο πλευρές. Με την αμφίπλευρη συγκόλληση, η κατασκευή αποδεικνύεται πιο αξιόπιστη και διατηρεί καλύτερα το σχήμα της. Εάν υπάρχει μόνο μία συγκόλληση, το προϊόν είναι συχνά λοξό: η συγκόλληση "τραβάει". Εάν υπάρχουν δύο, οι δυνάμεις αυτές αντισταθμίζονται.
Πρέπει να σημειωθεί ότι για να επιτευχθεί μια ποιοτική συγκόλληση, το μέταλλο δεν πρέπει να είναι σκουριασμένο. Ως εκ τούτου, τα σημεία συγκόλλησης λειαίνονται εκ των προτέρων ή επεξεργάζονται με λίμα - μέχρι την πλήρη εξαφάνιση της σκουριάς. Στη συνέχεια, ανάλογα με τις απαιτήσεις, η άκρη λειαίνεται ή όχι.
συγκόλληση (συγκόλληση)
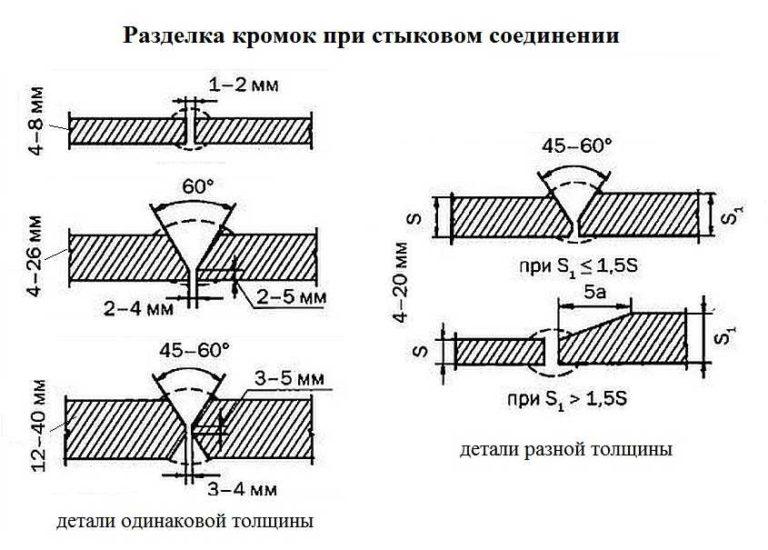
Ο αρμός συγκόλλησης χρησιμοποιείται κατά την ένωση λαμαρινών ή άκρων σωλήνων. Τα μέρη τοποθετούνται έτσι ώστε να υπάρχει κενό 1-2 mm μεταξύ τους, αν είναι δυνατόν στερεωμένα άκαμπτα με σφιγκτήρες. Κατά τη διάρκεια της συγκόλλησης το κενό γεμίζει με λιωμένο μέταλλο.
Οι λεπτές λαμαρίνες - πάχους έως 4 mm - συγκολλούνται χωρίς προκαταρκτική προετοιμασία (η απογύμνωση σκουριάς δεν μετράει, είναι υποχρεωτική). Στην περίπτωση αυτή, συγκολλάται μόνο η μία πλευρά. Όταν το πάχος των τεμαχίων από 4 mm η ραφή μπορεί να είναι απλή ή διπλή, αλλά απαιτείται η σφράγιση των άκρων με μία από τις μεθόδους που φαίνονται στη φωτογραφία.
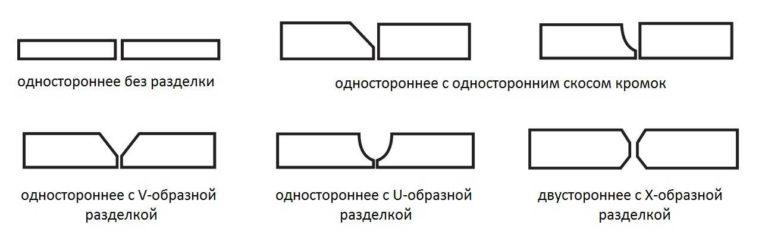
- Όταν το πάχος του τεμαχίου είναι μεταξύ 4 mm και 12 mm, η ραφή μπορεί να είναι απλή. Στη συνέχεια, οι άκρες καθαρίζονται με οποιαδήποτε από τις μεθόδους. Για πάχη έως 10 mm, η προετοιμασία μονής πλευράς είναι πιο βολική, ενώ τα παχύτερα τεμάχια καθαρίζονται συχνότερα σε σχήμα V. Η απογύμνωση σε σχήμα U είναι πιο δύσκολο να πραγματοποιηθεί, γι' αυτό και χρησιμοποιείται λιγότερο συχνά. Εάν οι απαιτήσεις για την ποιότητα της συγκόλλησης είναι υψηλές, με πάχος άνω των 6 mm, είναι απαραίτητο να γίνεται απογύμνωση και στις δύο πλευρές και διπλή συγκόλληση - στη μία και στην άλλη πλευρά.
- Κατά τη συγκόλληση μετάλλων με πάχος 12 mm ή περισσότερο από άκρη σε άκρη, είναι οπωσδήποτε απαραίτητη η διπλή συγκόλληση, καθώς είναι αδύνατο να θερμανθεί ένα τέτοιο στρώμα από τη μία πλευρά. Η περιποίηση των άκρων είναι αμφίπλευρη, με τη μορφή του γράμματος Χ. Δεν είναι συμφέρουσα η χρήση περιποιήσεων άκρων σε σχήμα V ή U σε τέτοια πάχη: απαιτούν αρκετές φορές περισσότερο μέταλλο για την πλήρωσή τους. Αυτό αυξάνει την κατανάλωση ηλεκτροδίων και μειώνει σημαντικά την ταχύτητα συγκόλλησης.
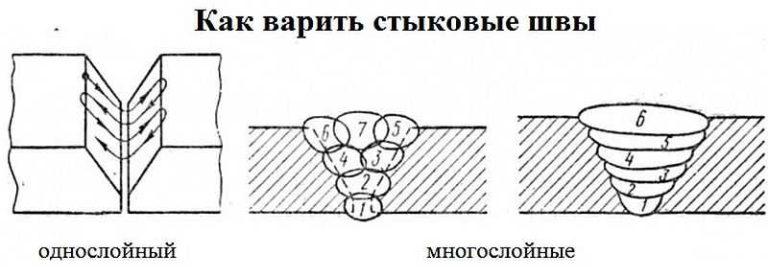
Εάν αποφασιστεί να συγκολληθεί ένα μεγάλο πάχος μετάλλου με μονόπλευρο διαχωριστικό, η συγκόλληση θα πρέπει να γεμίσει σε πολλά περάσματα. Τέτοιες συγκολλήσεις ονομάζονται πολυστρωματικές συγκολλήσεις. Ο τρόπος συγκόλλησης της συγκόλλησης στην περίπτωση αυτή φαίνεται στο παρακάτω σχήμα (οι αριθμοί υποδεικνύουν τη σειρά τοποθέτησης των στρώσεων μετάλλου κατά τη συγκόλληση).
Σχετικά με τη συγκόλληση λεπτών μετάλλων μηχανή συγκόλλησης inverter διαβάστε εδώ.
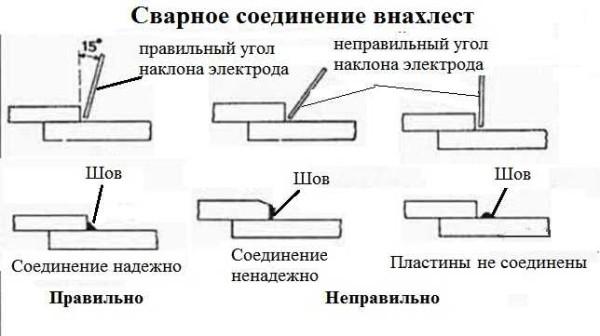
Σύνδεση επικάλυψης
Αυτός ο τύπος σύνδεσης χρησιμοποιείται κατά τη συγκόλληση λαμαρίνας πάχους έως 8 mm. Συγκολλάται και από τις δύο πλευρές για την αποφυγή της υγρασίας και της διάβρωσης μεταξύ των φύλλων.
Κατά την εκτέλεση συγκόλλησης επικάλυψης, είναι απαραίτητο να επιλέξετε σωστά τη γωνία κλίσης του ηλεκτροδίου. Θα πρέπει να είναι περίπου 15-45 °. Τότε επιτυγχάνεται μια αξιόπιστη σύνδεση. Κατά την απόκλιση προς τη μία ή την άλλη πλευρά, ο κύριος όγκος του λιωμένου μετάλλου δεν βρίσκεται στην ένωση, αλλά στο πλάι, η αντοχή της σύνδεσης μειώνεται σημαντικά ή τα μέρη δεν παραμένουν καθόλου συνδεδεμένα.
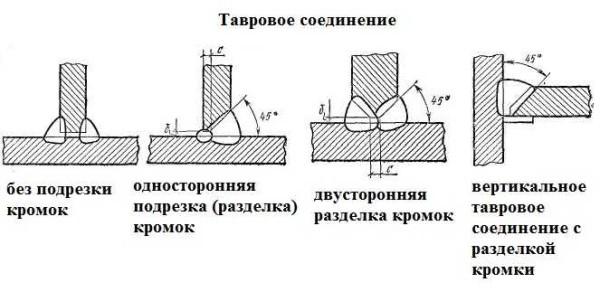
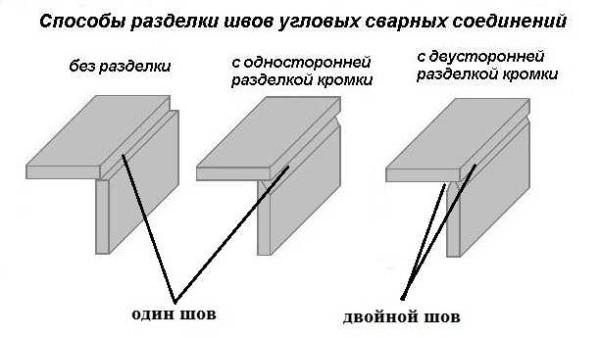
Γωνιακές και γωνιακές συνδέσεις
Ένας σύνδεσμος σχήματος Τ στη συγκόλληση αντιπροσωπεύεται από το γράμμα "Τ" και ένας γωνιακός σύνδεσμος αντιπροσωπεύεται από το γράμμα "G". Μια ένωση Τ μπορεί να είναι απλή ή διπλή ραφή. Οι ακμές μπορούν επίσης να είναι κομμένες ή όχι. Η ανάγκη για κόψιμο άκρων εξαρτάται από το πάχος των προς συγκόλληση τεμαχίων και τον αριθμό των αρμών:
- πάχος μετάλλου έως 4 mm, απλή ραφή - χωρίς κόψιμο των άκρων,
- πάχος από 4 mm έως 8 mm - διπλή ραφή χωρίς επεξεργασία άκρων,
- από 4 mm έως 12 mm - μονή ραφή με κοπή στη μία πλευρά,
- από 12 mm η άκρη κόβεται και στις δύο πλευρές και οι συγκολλήσεις γίνονται επίσης δύο.
Η γωνιακή συγκόλληση μπορεί να θεωρηθεί ως μέρος της σύνδεσης Τ. Οι συστάσεις εδώ είναι ακριβώς οι ίδιες: το λεπτό μέταλλο μπορεί να συγκολληθεί χωρίς να κοπούν οι άκρες, για μεγαλύτερο πάχος πρέπει να αφαιρέσετε μέρος της μιας ή και των δύο πλευρών.
Οι γωνιακές συνδέσεις και οι συνδέσεις Τ πρέπει μερικές φορές να συγκολλούνται και από τις δύο πλευρές (δύο συγκολλήσεις). Για να συγκολληθεί σωστά μια τέτοια ένωση, τα μέρη περιστρέφονται έτσι ώστε τα μεταλλικά επίπεδα να έχουν την ίδια γωνία. Στη φωτογραφία, αυτή η μέθοδος υπογράφεται "σε μια βάρκα". Έτσι είναι ευκολότερο να υπολογίσετε τις κινήσεις του ηλεκτροδίου, ειδικά για έναν αρχάριο με συγκολλήσεις.
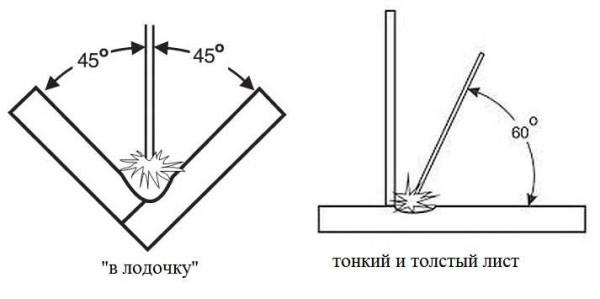
Κατά την ένωση λεπτών και παχιών μετάλλων, η γωνία κλίσης του ηλεκτροδίου θα πρέπει να είναι διαφορετική - περίπου 60 ° προς το παχύτερο μέρος. Σε αυτή τη θέση, το μεγαλύτερο μέρος της θέρμανσης θα είναι σε αυτό, το λεπτό μέταλλο δεν καίγεται, κάτι που μπορεί να συμβεί εάν η γωνία κλίσης είναι 45 °.
Συγκόλληση γωνιακών ραφών
Όταν συγκολλάτε γωνιακές ραφές, πρέπει να προσέχετε τη θέση και την κίνηση του ηλεκτροδίου. Θα πρέπει να έχετε μια ραφή με ομοιόμορφο γέμισμα. Είναι ευκολότερο να το συνειδητοποιήσετε αυτό αν βάλετε τα προς συγκόλληση μέρη "σε μια βάρκα", αλλά αυτό δεν είναι πάντα εφικτό.
Εάν το κάτω επίπεδο βρίσκεται οριζόντια, συχνά αποδεικνύεται ότι στο κατακόρυφο επίπεδο, καθώς και στην ίδια τη γωνία, υπάρχει λίγο μέταλλο: στοιβάζονται προς τα κάτω. Αυτό συμβαίνει αν το ηλεκτρόδιο είναι λιγότερο χρόνο στην κορυφή της γωνίας από ό,τι κοντά στις πλευρές της. Η κίνηση του άκρου του ηλεκτροδίου πρέπει να είναι ομοιόμορφη. Ο δεύτερος λόγος είναι ότι η διάμετρος του ηλεκτροδίου είναι πολύ μεγάλη, γεγονός που δεν του επιτρέπει να βυθιστεί χαμηλότερα και να θερμάνει σωστά την ένωση.
Για να αποφευχθεί αυτό το ελάττωμα, το τόξο αναφλέγεται σε οριζόντια επιφάνεια (στο σημείο "Α"), μετακινώντας το ηλεκτρόδιο προς την κατακόρυφη επιφάνεια, και στη συνέχεια με κυκλική κίνηση επιστρέφει στη θέση του. Όταν το ηλεκτρόδιο βρίσκεται πάνω από την άρθρωση, έχει κλίση 45°, καθώς κινείται προς τα πάνω, η γωνία ελαφρά μειώνεται (εικόνα αριστερά), όταν κινείται προς την οριζόντια επιφάνεια, η γωνία αυξάνεται. Με αυτή την τεχνική, η ραφή θα γεμίσει ομοιόμορφα.
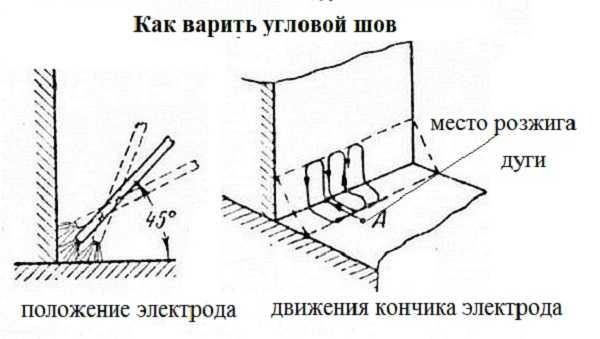
Κατά τη συγκόλληση γωνιακών αρμών, βεβαιωθείτε επίσης ότι ο χρόνος του ηλεκτροδίου και στα τρία σημεία (στις πλευρές και στο κέντρο) ήταν ο ίδιος.
Διαβάστε σχετικά με την επιλογή ηλεκτροδίων για μηχανές συγκόλλησης inverter εδώ.
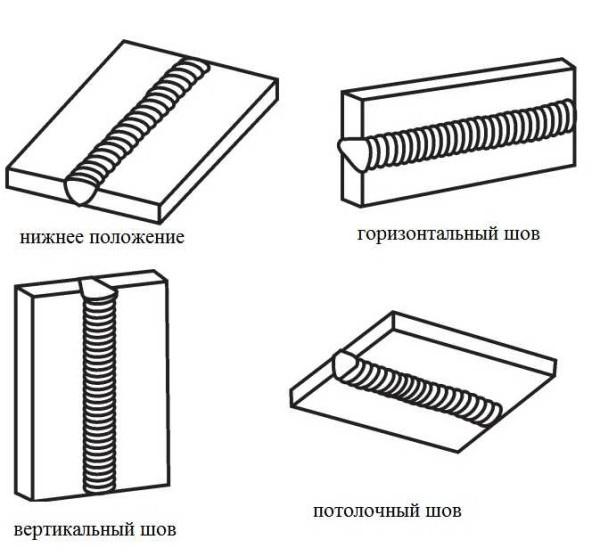
Θέση στο χώρο
Εκτός από τους διαφορετικούς τύπους αρμών, οι συγκολλήσεις μπορούν να τοποθετηθούν διαφορετικά στο χώρο. Συμβαίνει να βρίσκονται στη χαμηλότερη θέση. Για τον συγκολλητή, αυτή είναι η πιο άνετη. Έτσι είναι ευκολότερο να ελέγχει τη λίμνη συγκόλλησης. Όλες οι άλλες θέσεις - οριζόντιες, κατακόρυφες και συγκολλήσεις οροφής - απαιτούν κάποια γνώση των τεχνικών συγκόλλησης (σχετικά με τον τρόπο συγκόλλησης τέτοιων ραφών, διαβάστε παρακάτω).
Πώς να συγκολλήσετε τη συγκόλληση
Κατά τη συγκόλληση στη χαμηλότερη θέση, δεν προκύπτουν δυσκολίες ακόμη και για έναν αρχάριο ηλεκτροσυγκολλητή. Όμως όλες οι άλλες θέσεις απαιτούν γνώσεις τεχνολογίας. Για κάθε θέση υπάρχουν διαφορετικές συστάσεις. Η τεχνική κατασκευής συγκολλήσεων κάθε τύπου εξετάζεται παρακάτω.
Συγκόλληση κάθετων ραφών
Κατά τη συγκόλληση εξαρτημάτων που βρίσκονται σε κατακόρυφη θέση, το λιωμένο μέταλλο υπό την επίδραση της βαρύτητας ολισθαίνει προς τα κάτω. Για να αποφευχθεί η θραύση των σταγόνων, χρησιμοποιείται ένα μικρότερο τόξο (η άκρη του ηλεκτροδίου βρίσκεται πιο κοντά στη λίμνη συγκόλλησης). Ορισμένοι μάστορες, αν τα ηλεκτρόδια το επιτρέπουν (δεν κολλάνε), γενικά, τα ακουμπούν πάνω στο εξάρτημα.
Η προετοιμασία του μετάλλου (κοπή ακμών) πραγματοποιείται ανάλογα με τον τύπο σύνδεσης και το πάχος των προς συγκόλληση τεμαχίων. Στη συνέχεια, στερεώνονται σε δεδομένη θέση, ενώνονται σε βήματα λίγων εκατοστών με μικρές εγκάρσιες ραφές - "συρραφή". Αυτές οι ραφές εμποδίζουν τη μετατόπιση των εξαρτημάτων.
Η κάθετη ραφή μπορεί να συγκολληθεί από πάνω προς τα κάτω ή από κάτω προς τα πάνω. Είναι πιο βολικό να εργάζεστε από κάτω προς τα πάνω: το τόξο ωθεί τη λίμνη συγκόλλησης προς τα πάνω, εμποδίζοντάς την να βυθιστεί προς τα κάτω. Είναι ευκολότερο να γίνει συγκόλληση υψηλής ποιότητας.
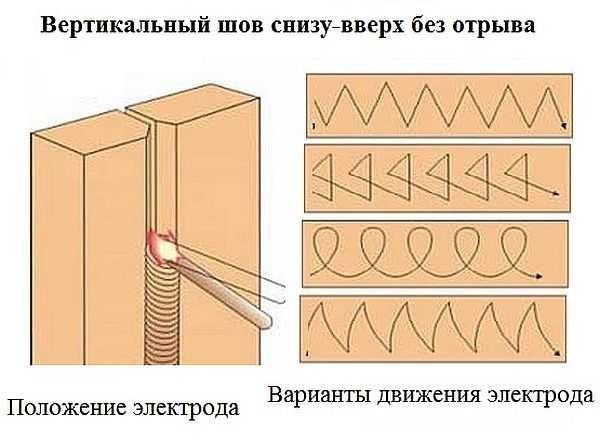
Αυτό το βίντεο δείχνει πώς να συγκολλήσετε σωστά μια κατακόρυφη συγκόλληση με ηλεκτροσυγκόλληση με κίνηση του ηλεκτροδίου από κάτω προς τα πάνω χωρίς αποκόλληση. Παρουσιάζεται επίσης η τεχνική της μικρής κύλισης. Σε αυτή την περίπτωση, οι κινήσεις του ηλεκτροδίου γίνονται μόνο προς τα πάνω και προς τα κάτω, χωρίς οριζόντια μετατόπιση, η συγκόλληση αποδεικνύεται σχεδόν επίπεδη.
Είναι δυνατή η σύνδεση εξαρτημάτων σε κατακόρυφη θέση με τόξο αποκόλλησης. Για τους αρχάριους συγκολλητές, αυτό μπορεί να είναι πιο βολικό: κατά τη διάρκεια του χρόνου απομάκρυνσης, το μέταλλο έχει χρόνο να κρυώσει. Με αυτή τη μέθοδο, μπορείτε ακόμη και να ακουμπήσετε το ηλεκτρόδιο στο ράφι του κρατήρα συγκόλλησης. Έτσι είναι πιο εύκολο. Το σχήμα των κινήσεων είναι σχεδόν το ίδιο όπως και χωρίς αποκόλληση: από πλευρά σε πλευρά, βρόχους ή "σύντομο ρολό" - πάνω και κάτω.
Πώς να συγκολλήσετε μια κατακόρυφη ραφή με σχισμή, δείτε το ακόλουθο βίντεο. Στο ίδιο μάθημα βίντεο παρουσιάζεται η επίδραση της ισχύος του ρεύματος στο σχήμα της ραφής. Σε γενικές γραμμές, το ρεύμα πρέπει να είναι 5-10 A μικρότερο από το συνιστώμενο για αυτόν τον τύπο ηλεκτροδίου και το πάχος του μετάλλου. Αλλά, όπως φαίνεται στο βίντεο, αυτό δεν ισχύει πάντα και καθορίζεται πειραματικά.
Μερικές φορές συγκολλάται μια κάθετη ραφή από πάνω προς τα κάτω. Σε αυτή την περίπτωση, κατά την ανάφλεξη του τόξου, κρατήστε το ηλεκτρόδιο κάθετα στις προς συγκόλληση επιφάνειες. Μετά την ανάφλεξη σε αυτή τη θέση, θερμαίνετε το μέταλλο, στη συνέχεια κατεβάζετε το ηλεκτρόδιο και συγκολλάτε σε αυτή τη θέση. Η συγκόλληση μιας κάθετης συγκόλλησης από πάνω προς τα κάτω δεν είναι πολύ βολική, απαιτεί καλό έλεγχο της λίμνης συγκόλλησης, αλλά ακόμη και με αυτόν τον τρόπο μπορείτε να επιτύχετε καλά αποτελέσματα.

Πώς να συγκολλήσετε μια οριζόντια συγκόλληση
Μια οριζόντια συγκόλληση σε κατακόρυφο επίπεδο μπορεί να συγκολληθεί είτε από δεξιά προς τα αριστερά είτε από αριστερά προς τα δεξιά. Δεν υπάρχει καμία διαφορά, όποιος αισθάνεται πιο άνετα με αυτό, συγκολλάει με αυτόν τον τρόπο. Όπως και κατά τη συγκόλληση μιας κατακόρυφης ραφής, το λουτρό θα τείνει προς τα κάτω. Επομένως, η γωνία κλίσης του ηλεκτροδίου είναι αρκετά μεγάλη. Επιλέγεται ανάλογα με την ταχύτητα κίνησης και τις παραμέτρους ρεύματος. Το κυριότερο είναι ότι το λουτρό παραμένει στη θέση του.
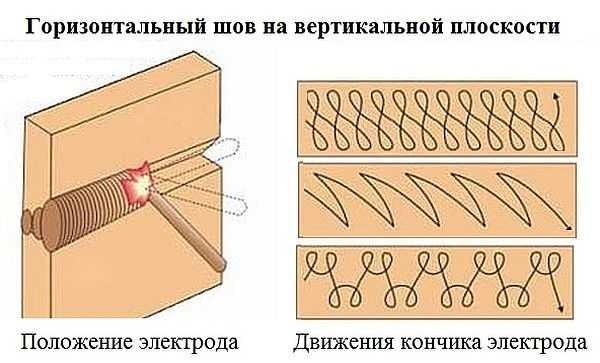
Εάν το μέταλλο ρέει προς τα κάτω, αυξήστε την ταχύτητα κίνησης, θερμαίνοντας το μέταλλο λιγότερο. Ένας άλλος τρόπος είναι να κάνετε διακοπές τόξου. Κατά τη διάρκεια αυτών των σύντομων διαλειμμάτων, το μέταλλο ψύχεται λίγο και δεν ρέει προς τα κάτω. Μπορείτε επίσης να μειώσετε ελαφρώς την ένταση του ρεύματος. Μόνο που όλα αυτά τα μέτρα εφαρμόζονται βήμα προς βήμα, όχι όλα μαζί.
Το παρακάτω βίντεο δείχνει πώς να συγκολλήσετε σωστά μέταλλο σε κατακόρυφη θέση με οριζόντια ραφή.
Συγκόλληση οροφής
Αυτός ο τύπος συγκολλητού συνδέσμου είναι ο πιο δύσκολος. Απαιτεί υψηλές δεξιότητες και καλό έλεγχο της λίμνης συγκόλλησης. Για την εκτέλεση αυτής της συγκόλλησης, το ηλεκτρόδιο συγκρατείται κάθετα προς την οροφή. Το τόξο είναι σύντομο και η ταχύτητα είναι σταθερή. Κυρίως εκτελούνται κυκλικές κινήσεις για τη διεύρυνση της συγκόλλησης.
Καθαρισμός συγκολλήσεων
Μετά τη συγκόλληση, στην επιφάνεια του μετάλλου μένουν πιτσιλιές από λέπια, μέταλλο και σταγονίδια σκωρίας. Η ίδια η συγκόλληση είναι συνήθως κυρτή, προεξέχουσα πάνω από την επιφάνεια. Όλα αυτά τα ελαττώματα μπορούν να εξαλειφθούν: καθαρισμός.
Ο καθαρισμός των ραφών μετά τη συγκόλληση γίνεται σε στάδια. Στο πρώτο στάδιο, χρησιμοποιώντας ένα καλέμι και ένα σφυρί, απομακρύνετε τα λέπια και τη σκωρία από την επιφάνεια. Στο δεύτερο, εάν είναι απαραίτητο, συγκρίνετε τη ραφή. Εδώ χρειάζεστε ένα εργαλείο: ένα βουλγαρικό, εξοπλισμένο με δίσκο λείανσης στο μέταλλο. Ανάλογα με το πόσο λεία είναι η επιφάνεια θα πρέπει να χρησιμοποιηθεί διαφορετικός λειαντικός κόκκος.
Ελαττώματα στις συγκολλήσεις
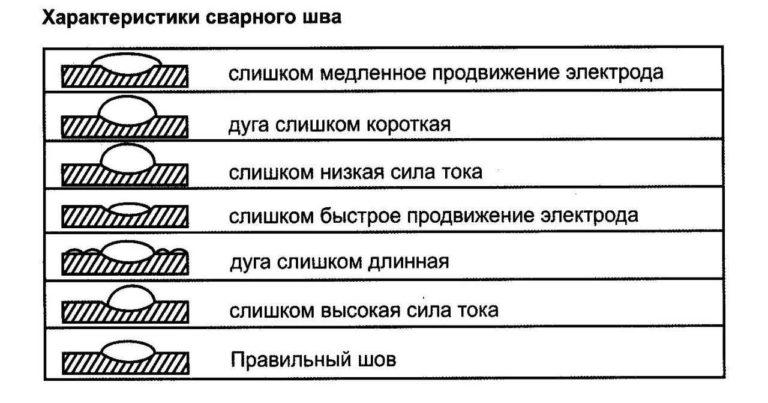
Οι αρχάριοι συγκολλητές κάνουν συχνά λάθη κατά την κατασκευή συγκολλήσεων, τα οποία οδηγούν στην εμφάνιση ελαττωμάτων. Ορισμένα από αυτά είναι κρίσιμα, άλλα όχι. Σε κάθε περίπτωση, είναι σημαντικό να είστε σε θέση να εντοπίζετε το σφάλμα, ώστε να μπορείτε στη συνέχεια να το διορθώσετε. Τα πιο συνηθισμένα ελαττώματα μεταξύ των αρχάριων είναι το άνισο πλάτος της ραφής και η ανομοιόμορφη πλήρωσή της. Αυτό συμβαίνει λόγω άνισων κινήσεων του άκρου του ηλεκτροδίου, αλλαγών στην ταχύτητα και το πλάτος των κινήσεων. Με τη συσσώρευση εμπειρίας, αυτές οι ελλείψεις γίνονται όλο και λιγότερο αισθητές, ενώ μετά από κάποιο χρονικό διάστημα εξαφανίζονται εντελώς.
Άλλα σφάλματα - στην επιλογή της έντασης του ρεύματος και του μεγέθους του τόξου - μπορούν να καθοριστούν από το σχήμα της ραφής. Είναι δύσκολο να τα περιγράψουμε με λόγια, είναι ευκολότερο να τα απεικονίσουμε. Στην παρακάτω φωτογραφία φαίνονται τα κύρια σφάλματα της φόρμας - υποκοπές και ανομοιόμορφη πλήρωση, περιγράφονται οι λόγοι που τα προκάλεσαν.
Μη συγκόλληση
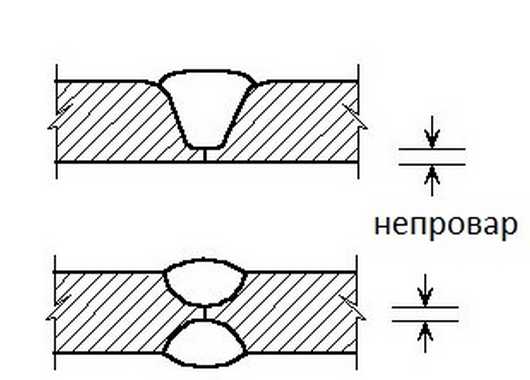
Το ελάττωμα αυτό συνίσταται στην ατελή πλήρωση της άρθρωσης των τμημάτων. Το ελάττωμα αυτό πρέπει να διορθωθεί, καθώς επηρεάζει την αντοχή της άρθρωσης. Οι κυριότερες αιτίες είναι: Η ατέλεια της ατέλειάς της είναι η εξής:
- ανεπαρκές ρεύμα συγκόλλησης,
- υψηλή ταχύτητα κίνησης,
- ανεπαρκής προετοιμασία των άκρων (κατά τη συγκόλληση παχιών μετάλλων).
Εξαλείφεται με τη διόρθωση του ρεύματος και τη μείωση του μήκους του τόξου. Με τη σωστή επιλογή όλων των παραμέτρων, το φαινόμενο αυτό εξαλείφεται.
Σχετικά με την επιλογή της μηχανής συγκόλλησης inverter για το σπίτι και το εξοχικό σπίτι διαβάστε εδώ.
Undercut
Αυτό το ελάττωμα είναι ένα αυλάκι κατά μήκος της ραφής στο μέταλλο. Συνήθως εμφανίζεται όταν το τόξο είναι πολύ μεγάλο. Η ραφή γίνεται ευρεία, η θερμοκρασία του τόξου για θέρμανση δεν είναι αρκετή. Το μέταλλο στις άκρες στερεοποιείται γρήγορα, σχηματίζοντας αυτές τις αυλακώσεις. "Θεραπεύεται" πιο σύντομο τόξο ή ρύθμιση της ισχύος του ρεύματος σε υψηλότερη πλευρά.
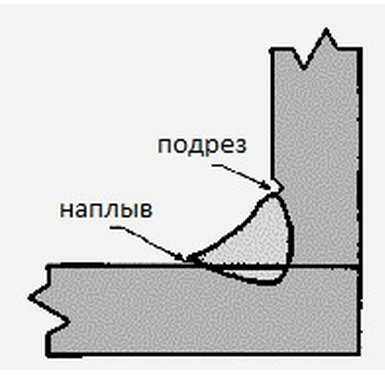
Σε μια γωνία ή σε μια σύνδεση Τ, σχηματίζεται η υποκοπή επειδή το ηλεκτρόδιο είναι περισσότερο προσανατολισμένο προς το κατακόρυφο επίπεδο. Στη συνέχεια, το μέταλλο ρέει προς τα κάτω και σχηματίζεται και πάλι αυλάκωση, αλλά για διαφορετικό λόγο: το κατακόρυφο τμήμα της συγκόλλησης είναι πολύ θερμό. Αυτό διορθώνεται με τη μείωση του ρεύματος και/ή τη μείωση του τόξου.
Burn
Πρόκειται για μια διαμπερή οπή στη συγκόλληση. Κύριες αιτίες:
- υπερβολικό ρεύμα συγκόλλησης,
- ανεπαρκής ταχύτητα κίνησης,
- πολύ μεγάλο κενό μεταξύ των άκρων.

Οι τρόποι διόρθωσης είναι σαφείς - προσπαθούμε να βρούμε τη βέλτιστη λειτουργία συγκόλλησης και ταχύτητα ηλεκτροδίου.
Πόροι και αυλακώσεις
Οι πόροι μοιάζουν με μικρές οπές, οι οποίες μπορεί να είναι ομαδοποιημένες σε μια αλυσίδα ή διάσπαρτες σε ολόκληρη την επιφάνεια της συγκόλλησης. Αποτελούν απαράδεκτο ελάττωμα επειδή μειώνουν σημαντικά την αντοχή της σύνδεσης.
Εμφανίζονται πόροι:
- σε ανεπαρκή προστασία της λίμνης συγκόλλησης υπερβολική ποσότητα προστατευτικών αερίων (χαμηλής ποιότητας ηλεκτρόδια),
- ρεύμα στη ζώνη συγκόλλησης, το οποίο εκτρέπει τα προστατευτικά αέρια και το οξυγόνο φτάνει στο λιωμένο μέταλλο,
- η παρουσία βρωμιάς και σκουριάς στο μέταλλο,
- ανεπαρκής κοπή των άκρων.
Οι σωροί εμφανίζονται κατά τη συγκόλληση με σύρματα πλήρωσης με λανθασμένα επιλεγμένους τρόπους και παραμέτρους συγκόλλησης. Αντιπροσωπεύουν το ρέον μέταλλο, το οποίο δεν συνδέθηκε με το κύριο μέρος.

Ψυχρές και θερμές ρωγμές
Οι θερμές ρωγμές εμφανίζονται κατά τη διαδικασία ψύξης του μετάλλου. Μπορούν να κατευθύνονται κατά μήκος ή κατά μήκος της συγκόλλησης. Οι ψυχρές ρωγμές εμφανίζονται ήδη στην ψυχρή συγκόλληση όταν τα φορτία για αυτόν τον τύπο συγκόλλησης είναι πολύ υψηλά. Οι ψυχρές ρωγμές οδηγούν σε αστοχία της συγκολλητής σύνδεσης. Αυτά τα ελαττώματα μπορούν να αντιμετωπιστούν μόνο με επανασυγκόλληση. Εάν υπάρχουν πολλά ελαττώματα, η συγκόλληση κόβεται και συγκολλάται εκ νέου.

Εδώ περιγράφονται οι τεχνικές συγκόλλησης με μετατροπέα.





