

Acemi bir kaynakçı için elektrot seçmek zor olabilir. Farklı özelliklere, amaçlara ve karakteristiklere sahip iki yüzden fazla marka vardır. Ve yaklaşık 100 marka invertörlü makinelerle manuel elektrik ark kaynağı için uygundur. Hepsini anlatmak imkansızdır ve başlamak gerekli değildir. Sadece ana tipleri ve invertör kaynağı için hangi elektrotların yeni başlayanlar için daha uygun olduğunu kısaca karakterize edin.
Makalenin içeriği
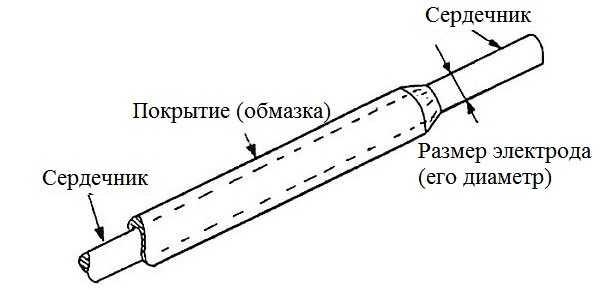
Elektrot nedir ve kaplama ne içindir
Bir elektrot, özel bir kaplamaya sahip bir metal tel parçasıdır - kaplama. Kaynak sırasında çekirdek ark sıcaklığından erir. Aynı zamanda, kaplama yanar ve erir, kaynak alanı etrafında koruyucu bir gaz bulutu oluşturur - kaynak havuzu. Havada bulunan oksijeni keser. Kaplamanın yanma sürecinde, bir kısmı sıvı hale gelir ve erimiş metali ince bir tabaka halinde kaplar, ayrıca oksijenle etkileşimden korur. Böylece kaplama iyi bir kaynak kalitesi sağlar.
Kaynaktan önce herhangi bir elektrot incelenir: kaplamada talaş olmamalıdır. Aksi takdirde, homojen ısıtma ve yüksek kaliteli bir kaynak elde edemezsiniz. Ayrıca elektrotun ucuna da dikkat edin: kaplamanın kalınlığı her tarafta aynı olmalıdır. Daha sonra ark merkezde çıkacaktır. Aksi takdirde, yer değiştirecektir. Deneyimli kaynakçılar için bu korkunç değildir, ancak yeni başlayanlar için somut sorunlar yaratabilir.
Kaplamanın nem içeriğinin izlenmesi gereklidir. Bazıları yüksek nemde çok zayıf tutuşur (örneğin, UONI). Gresin bu "kaprisliliği" nedeniyle, mümkünse hermetik ambalaj sağlanarak kuru bir yerde saklanmalıdır. Kutuyu bir torbaya koyabilir ve ayrıca ayakkabı kutularında bulunan birkaç torba tuz koyabilirsiniz.
Islak elektrotlar satın almaya değmez: elbette kurutulabilirler, ancak özellikleri azalacaktır. Yine de elektrotlar nemli hale gelirse, sıradan bir ev fırınında düşük sıcaklıklarda kurutulabilirler (genellikle paket üzerinde belirtilir). İkinci yöntem ise kuru ve iyi havalandırılan bir odada uzun süre bekletmektir.

Kaplama türleri ve özellikleri
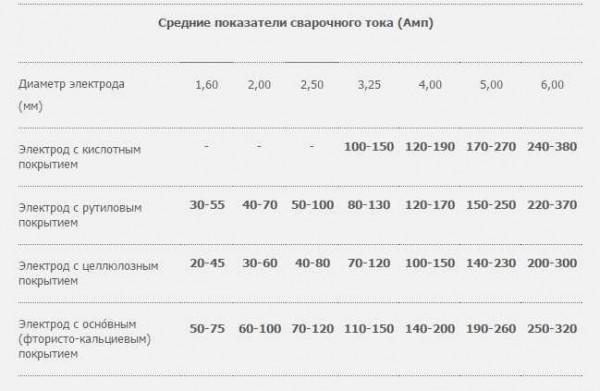
Sadece dört çeşit kaplama vardır:
- Temel.
- Rutil.
- Asidik.
- Selüloz.
Bazik (UONI) ve selüloz kaplamalar sadece doğru akım kaynağı için uygundur. Sorumlu dikişlerde kullanılabilirler: şok yüklere dayanıklı, güçlü, elastik bir kaynak oluştururlar.

Diğer ikisi (rutil ve ekşi) - hem AC hem de DC kaynak için çalışabilir. Ancak asit kaplama çok zehirlidir: yalnızca işyerinde zorlamalı egzoz varsa iç mekanlarda çalışabilir.
Rutil kaplamanın yeşilimsi veya mavi bir tonu vardır, elektrotlar kolay ateşleme ile karakterize edilir. İnverter düşük rölanti voltajına sahip olsa bile iyi ateşlenirler (ana kaplamanın güvenli bir şekilde ateşlenmesi için iyi bir volt-amper karakteristiği gereklidir, inverter kaynak makinesi nasıl seçilir, burayı okuyun). Rutil elektrotlarla (MP-3) kaynak yaparken, metal neredeyse hiç sıçramaz, ancak çok fazla cüruf vardır ve uzaklaşmak kolay değildir: bir çekiçle çalışmanız gerekir.
Belki de metal bir borudan bir çardağın nasıl kaynaklanacağı veya bir borudan bir çerçeve üzerinde nasıl bir kulübe yapılacağı ile ilgileneceksiniz.
İnvertör kaynağı için elektrotlar nasıl seçilir
Her şeyden önce, çekirdeğin bileşimi seçilir: kaynak yapılan metal türüne benzer olmalıdır. Evde en sık yapısal çelik kullanılır. Burada aynı telden ve elektrotlar olmalıdır. Bazen paslanmaz çeliği kaynaklamak hala gereklidir. O zaman çekirdek de paslanmaz çelikten ve aynı özelliklere sahip yüksek alaşımlı ve ısıya dayanıklı metalden yapılmalıdır.
Evde veya şantiyede tüm işleri sadece birkaç marka elektrot kullanarak gerçekleştirebilirsiniz:
- MR-3
- UONI 13/55
- ANO 21
- TAMAM 63.34
Birçok kişi tarafından inverter kaynak makineleriyle çalışan yeni başlayanlar için en iyi elektrotlar olarak kabul edilirler: onlarla çalışmak daha kolaydır, aynı zamanda önemli bir deneyiminiz olmasa bile yüksek kaliteli kaynaklar pişirmenize izin verirler. Aşağıda, birçok uzmanın invertör için iyi elektrotlar olarak gördüğü sarf malzemelerinin özellikleri ve genel uygulamaları yer almaktadır. Her durumda, acemi kaynakçılara deneyim kazanmaları için sıklıkla tavsiye edilirler.
Rutil kaplamalı elektrotlar MP 3

Çoğu zaman yeni başlayanlara MR-3 elektrotları ile kaynak yapmaya başlamaları tavsiye edilir. Kaynak makinesinin çok iyi olmayan volt-amper özelliklerinde bile kolayca tutuşurlar, kaynak havuzunun iyi korunmasını sağlarlar, pozisyonunu oldukça kolay kontrol etmenizi sağlarlar. Elektrot tutuşmazsa, 40 dakika boyunca 150-180 ° sıcaklıkta kalsine edin.
Alternatif (kaynak transformatörleri) ve doğru akımlı (kaynak redresörleri ve invertörleri) makinelerde kullanılırlar. İnvertörler genellikle ters polaritede (elektrot üzerinde +) bağlanır. Dikey yukarıdan aşağıya hariç her türlü kaynak için uygundurlar.
Kaynak makinesi türleri hakkında buradan bilgi edinin.
MR 3 elektrotları kaynaklı yüzeylerin kalitesine karşı kaprisli değildir. İşlenmemiş, pasla kaplı ve ıslak parçalarda bile kullanılabilirler. Kaynak orta (2-3 mm) veya kısa ark ile gerçekleştirilir.
MP 3'ün özelliği acemi kaynakçılar için çok önemlidir: arkı iyi "tutarlar", onlarla çalışmak kolaydır. Bunun için, tüm profesyoneller bu markayı sevmiyor: onlara Bengal ışıkları diyorlar. Çok yumuşak kaynak yaparlar: iyi bir ısıtma için yavaş hareketler gereklidir. Bu, profesyonellerin zevkine uygun değildir, yeni başlayanlar için tam da ihtiyaç duydukları şeydir. Kaynak eğitiminize sadece MP3 ile başlamaya çalışın. İyi olursunuz.
| Elektrot çapı LEZ MP-3, mm | Uzunluk, mm | Önerilen kaynak akımı, A | Paket ağırlığı, kg | Price, rub |
|---|---|---|---|---|
| 2,0 | 250 | 40-60 А | 1,0 | 146 |
| 2,5 | 300 | 60-100 А | 1,0 | 120 |
| 3 | 350 | 70-100 А | 1,0 | 95 |
| 4 | 450 | 80-170 А | 1,0 | 91 |
| 5 | 450 | 130-210 А | 1,0 | 91 |
Temel kaplamalı UONI 13/55

Bunlar muhtemelen bazik kaplamalı en yaygın ve popüler elektrotlardır. Karbon ve düşük alaşımlı çeliklerin kaynağı için tavsiye edilirler. Kritik yapıların bağlantıları için uygundurlar. Dikişler şok yüklere ve plastiğe karşı güçlü elde edilir, düşük sıcaklıkların etkilerini iyi tolere eder.
Bu elektrotların dezavantajı: sadece invertördeki rölanti hızının yeterince büyük bir değerinde (70 V'un üzerinde) iyi ateşlenirler. İkinci önemli dezavantaj: Kaynaklı metallerin temizlenmesi ve işlenmesi için yüksek gereksinimler. Pas, toz, yağ veya diğer kirleticiler kenarda kalırsa, dikiş gözenekli olacaktır.
UONI 13/55 ile çalışmak sadece ters polariteye sahip (+ elektroda beslenir) ve kısa arklı (elektrotun ucunu kaynak yüzeyine yakın tutun) invertörler dahil DC kaynak makinelerinde mümkündür. Minimum boşta çalışma gerilimi 65 V'tur.
| Elektrot çapı UONI 13/55 (üretici Mezhgosmetiz) | Elektrot uzunluğu, mm | Önerilen kaynak akımı, A | Bir paketin perakende fiyatı, ruble |
|---|---|---|---|
| 2,0 | 250 | 30-60 А | |
| 2,5 | 300 | 40-70 А | 127 ovma |
| 3 | 350 | 80-100 А | 116 ruble |
| 4 | 450 | 130-160 А | 111 ruble |
| 5 | 450 | 180-210 А | 110 ruble |
ANO 21
Rutil kaplamalı bu tip elektrotlar, küçük kalınlıktaki karbon çelikleri ile çalışmak için tasarlanmıştır. (İnce metallerin kaynağı hakkında bilgi edinin.) Bunları kullanırken ark kolayca ateşlenir (yeniden ateşleme dahil), kaynak ince bir şekilde pullanır (küçük boyutlu dalgalardan), cüruf kolayca ayrılır. ANO 21 elektrotları su veya gaz borularının kaynağında kullanılabilir.

Herhangi bir polaritede hem alternatif hem de doğru akımla çalışırlar. Kaynaktan önce ısıl işlem gerektirirler: 120°C'de 40 dakika boyunca kalsine edilirler.
| Çap, mm | Alt elektrot konumu | Dikey elektrot konumu | Tavan elektrot konumu |
|---|---|---|---|
| 2 | akım gücü 50-90 A | akım gücü 50-70 A | akım gücü 70-90 A |
| 2,5 | akım gücü 60-110 A | akım gücü 60-90 A | akım gücü 80100 A |
| 3 | akım gücü 90-140 A | akım gücü 80-100 A | akım gücü 100-130 A |
Paslanmaz çelik elektrotlar OK 63.34
Paslanmaz çeliğe kaynak yapmanız gerekiyorsa OK 63.34'ü deneyin. Yapısal çeliği kaynaklamak için de kullanılabilirler. Bu, metalin ana yüzeyine yumuşak bir geçiş ile ince dalgalı bir dikiş üretir. Cüruf miktarı azdır, kolayca atılır.
Bu elektrot, yukarıdan aşağıya geçen dikey kaynakları ve 6-8 mm metalleri kaynaklamak için iyidir. Alın ve bindirme bağlantılarının çok pasolu kaynağı için uygundur. Her polaritede doğru ve alternatif akımla çalışır, minimum yüksüz voltaj - 60 V.

Kaynak için yine de bir maskeye ihtiyacınız olacaktır. Çalışmayı kolaylaştırmak için bir kaynak maskesi-bukalemun alın.
Elektrot çapının nasıl seçileceği, nasıl bağlanacağı ve akım gücünün nasıl ayarlanacağı
İnvertör için elektrot markasını seçmek her şey değildir. Karar vermiş olsanız bile, en az üç soru kalır:
- Kaynak yaparken hangi çapta elektrot kullanılacağı;
- hangi akımın ayarlanacağı;
- elektrotun hangi "+" veya "-" çıkışa bağlanacağı.
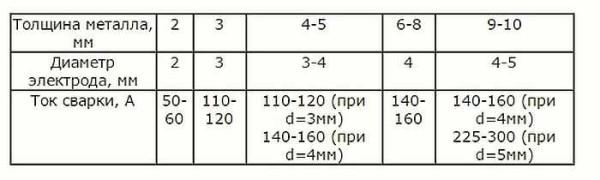
Sırayla hepsi hakkında konuşalım. Kaynak için hangi elektrot çapının gerekli olduğu ile başlayalım. Genel olarak, kaynak yapılan metallerin kalınlığından hareket edilmesi önerilir: küçük kalınlıklar için, elektrot metal ile aynı boyutta bir çapa sahip olacak şekilde alınır. Eğer 3 mm kalınlığında bir metali kaynaklıyorsanız, elektrotlar benzer boyutta olmalıdır. Daha kalın bir şey kaynak yaparsanız, sırasıyla 4 mm alırsınız. Ancak yeni başlayanlar için büyük elektrotlarla çalışmak zor olacaktır. 3-4 mm'lik bir metal kalınlığı ile kaynak yapmaya başlayın. Bunu yapmak için, 3 mm elektrotlar kullanın veya "üçlü" dedikleri gibi.
Elektrotların hangi çıkışa nasıl bağlanacağı ile ilgili olarak. Paket üzerindeki teknik özelliklerde, büyük olasılıkla, elektrotun hangi polarite için tasarlandığı belirtilmiştir. Ters polaritede, elektrot pozitif çıkışa bağlanır, negatif çıkış parçaya kenetlenen kelepçeye bağlanır. İleri polaritede, artı iş parçasına ve eksi elektroda bağlanır. Kaynak invertöründe nasıl göründüğü fotoğrafta gösterilmiştir.

Bu iki bağlantı türünün farkı nedir? Elektron akışının farklı bir yönü vardır. Bildiğiniz gibi elektronlar "eksi "den "artı "ya doğru hareket eder. Bu nedenle, kaynak yaparken, "+" ya bağlı olan elemanın daha fazla ısındığı ortaya çıkar. Bağlantı modlarını değiştirerek metalin ısınma yoğunluğunu kontrol edebilirsiniz.
Birkaç durumu ele alalım. Örneğin, 3 mm'lik bir elektrodunuz var, metal 2 mm. Eğer parçaya "+" uygularsanız yanabilir. Bu nedenle, bu durumda daha fazla ısıtılmış elektrot olacak ters polarite kullanmak daha iyidir. Aynı üç ile 6 mm metal kaynak yapmak istiyorsanız, doğrudan polarite üzerinde yapmak daha iyidir: böylece metalin ısınması daha derin olacak ve dikiş daha dayanıklı olacaktır.
Bir invertör kaynak makinesi nasıl seçilir burada okuyun. Oluklu çelikten bir çit inşa etmek ilginizi çekebilir.
Kaynak sırasında akım gücü
Genel olarak, elektrot takılırken, invertör için kaynak akımının gücü, kullanılan elektrotun çapına bağlı olarak ayarlanır. Genel olarak, her paketin önerileri vardır, ancak bunlar olmadan da yapabilirsiniz: her milimetre çap için 20-30 amper akım alın. Oldukça geniş bir aralık ortaya çıkıyor, ancak yine de kaynağı nasıl yapacağınızı hesaba katmanız gerekiyor: koparma ile veya koparma olmadan. Koparma olmadan kaynak yapmak için daha düşük, koparma ile daha yüksek akımlar koyun.
Örneğin, 3 mm çapında bir elektrot için hesaplanan akım 60 A ila 90 A arasındadır. 30 Amper ila 140 Amper aralığında gerçekten çalışın. Ayrılma olmadan kaynak yaparken, akım yaklaşık 70-90 A, ayrılma ile ayarlanır - 90-120 A. Bu parametreler her iki yönde de "yürüyebilir": elektrot ucunun hareket hızına, kaynaklı çeliğin markasına ve "akışkanlığına", kaynağın konumuna bağlıdır (dikey ve yatay kaynak için tavan için biraz daha az koyun - daha da az).
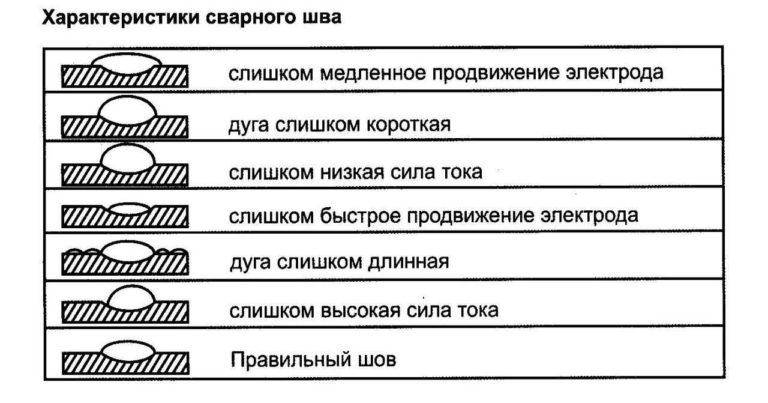
Genel olarak, üretici tarafından önerilen akımlar bile bir gereklilik olmaktan uzaktır. Onlarla başlayın ve daha sonra rahat çalışabileceğiniz ve dikişin iyi olduğu şekilde seçim yapın. Yüksek kaliteli bir bağlantı elde etmelisiniz ve deneysel olarak seçeceğiniz akım ve hız oranı. Aynı zamanda, kaynak havuzunun durumuna odaklanın. O sizin ana kalite göstergenizdir.
İnvertör kaynağı ile nasıl düzgün kaynak yapılacağı hakkında burayı okuyun.
Artık sadece invertör kaynağı için elektrotları nasıl seçeceğinizi değil, aynı zamanda onları nasıl bağlayacağınızı, bu iş için onlara hangi çapta ihtiyacınız olduğunu ve her elektrot türü için akımı nasıl alacağınızı ve kaynak yapacağınızı da biliyorsunuz. Şimdi biraz da elektrot tutuculardan bahsedelim.
Elektrot tutucular
Kaynak kablolarından birinde, kaynak elektrodunun yerleştirildiği bir tutucu (tutucu) vardır. İki tip tutucu vardır:
- bir tetikleme tuşu ile, yaylı tuşa basılarak serbest bırakıldığında elektrot otomatik olarak kenetlenir;
- dişli - tutamak vidalanır ve sökülür, yerleştirilen elektrot çekirdeğini serbest bırakır veya sıkıştırır.
Hangisi daha iyi? Bu size kalmış, ancak yanlışlıkla tuşa basarak kaynak sırasında elektrodu düşürebilirsiniz. Bu durumda korkunç bir şey olmaz, ancak tatsızdır ...
Bir elektrot tutucu seçerken, dikkat edilmesi gereken en önemli şey, tasarlandığı akımın gücüdür. Kaynak makineniz için mevcut olan maksimum parametreyi seçersiniz.
Kablonun dişli bir kelepçe ile kaynak elektrot tutucusuna nasıl bağlanacağı videoda gösterilmektedir.
Mandal tutucunun dezavantajı, zamanla elektrot çekirdeğini sıkıştıran yayın zayıflaması ve temasın bozulmasıdır. Yeni bir tane koymak gerekir. Mandal tutucuda nasıl yapılacağını videoda görebilirsiniz.
Kaynak için elektrot tutucuyu bağlamak zor değildir. Sadece bir nüans vardır: sık çalışma ile kaynak kablosu kenarından ovulur. Elbette kabloyu kısaltabilir ve yeniden yapabilirsiniz, ancak her zaman 10-20 cm bile kesmek istemezsiniz. Bunun olmasını önlemek için, iç çapı kaynak kablosunun dış çapıyla aynı veya biraz daha küçük olan bir hortum bulun. Küçük bir parça kesin - yaklaşık 15 santimetre - ve uzunlamasına kesin. Bu artık kablonun üzerine kaydırılabilir, yukarı doğru çekilebilir ve orada sabitlenebilir.





