

Varjenje tankih kovin je izziv tudi za nekatere izkušene varilce. Začetniki pri varjenju imajo na splošno težave. Obstaja veliko posebnosti in zapletov, ki otežujejo izbiro načinov in elektrod. To je lažje storiti z varilnimi polavtomati, vendar so ti v gospodinjstvu precej redki, veliko bolj pogosti so inverterji. Tukaj je govora o inverterju za varjenje tankih kovin in o njem se bomo pogovarjali.
Prva težava pri varjenju kovine majhne debeline je, da je ne morete močno segreti: prežge se, nastanejo luknje. Zato delo po načelu "čim hitreje, tem bolje" in brez trajektorij gibanja elektrod sploh ne pride v poštev. Tanko pločevino varimo tako, da elektrodo vodimo v eni smeri - vzdolž šiva brez odstopanj.

Druga težava je, da morate delati pri nizkih tokovih, kar povzroči, da mora oblok narediti kratek stik. Če pride do manjšega preloma, oblok preprosto ugasne. Težave so lahko tudi z vžigom obloka, zato uporabljajte stroje z dobro volt-ampersko karakteristiko (napetost v prostem teku nad 70 V) in nemoteno nastavitvijo varilnega toka, ki se začne pri 10 A.
Še ena neprijetnost: pri močnem segrevanju se spremeni geometrija tankih listov: upognejo se v valove. Te pomanjkljivosti se je zelo težko znebiti. Edina možnost je, da poskušate preprečiti pregrevanje ali odvajati toploto (spodaj preberite o metodi z blazinicami za odvajanje toplote).
Pri čelnem varjenju tankih pločevin skrbno obdelamo in očistimo njihove robove. Zaradi prisotnosti umazanije in rje bo varjenje še bolj problematično. Zato vse skrbno poravnajte in očistite. Pločevine položite zelo blizu druga drugi - brez presledka. Dele pritrdite z objemkami, sponkami in drugimi pripomočki. Nato dele na vsakih 7-10 cm pritrdite s kratkimi šivi - lepljenjem. Ti bodo preprečili, da bi se deli premaknili, in manjša je verjetnost, da se bodo upognili.

Kako variti tanko kovino z inverterjem
Varilni aparati, ki proizvajajo enosmerni tok, so dobri, saj lahko varimo v obratni polariteti. To storimo tako, da kabel z elektrodnim držalom priključimo na "+", "-" pa na del. S to povezavo se elektroda bolj segreje, kovina pa se segreje minimalno.
Kako izbrati varilni inverter za dom ali kočo, preberite tukaj.
Variti je treba z najtanjšimi elektrodami: od 1,5 mm do 2 mm. Hkrati izberite elektrodo z visokim koeficientom taljenja: tako bo šiv kakovosten tudi pri nizkih tokovih. Tok je nastavljen kot majhen. Za elektrode velikosti 1,5 mm naj bo približno 30-45 amperov, za "dvojko" pa 40-60 amperov. Realno postavite včasih nižje: pomembno je, da lahko delate.
| Debelina kovine, mm | 0,5 mm | 1,0 mm | 1,5 mm | 2,0 mm | 2,5 mm |
|---|---|---|---|---|---|
| Premer elektrod, mm | 1,0 mm | 1,6 mm - 2 mm | 2 mm | 2,0 mm - 2,5 mm | 3 mm |
| Moč toka, A | 10-20 amperov | 30-35 amperov | 35-45 mm | 50-65 mm | 65-100 mm |
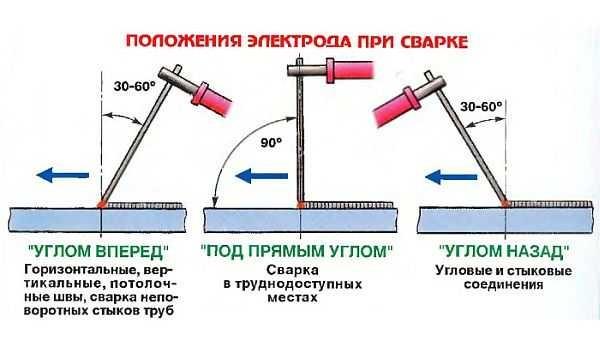
Da se kovina manj segreva, so deli nameščeni v navpični ali vsaj nagnjeni smeri. Nato varimo od zgoraj navzdol, pri čemer konico elektrode premikamo strogo v tej smeri (brez odklona in vračanja). Kot nagiba - kot naprej, z vrednostjo 30-40 °. Na ta način bo segrevanje kovine minimalno, to pa je ena najpomembnejših nalog pri varjenju tankih kovin.
Splošno priporočilo glede izbire elektrod za varjenje tankih kovin: za takšno delo kupujte visokokakovostne uvožene elektrode. Težav bo mnogokrat manj.
O izdelavi lope na kovinskem okvirju preberite tukaj.
Tehnike in metode varjenja tankih kovinskih plošč
Včasih je treba tanke pločevine variti pod kotom. V tem primeru je bolj primerno uporabiti metodo obrobljanja: robove pločevine upognemo pod zahtevanim kotom in vsakih 5-10 cm pritrdimo kratke prečne šive. Po varjenju, kot je navedeno zgoraj: neprekinjen šiv od zgoraj navzdol.
Videoposnetek prikazuje varjenje tanke pločevine z elektrodo s pomočjo varilnega inverterja. Uporabljena je metoda obrobljanja: robovi delov so upognjeni, nato pa na več mestih sprijeti s kratkimi šivi. Po varjenju s tanko elektrodo debeline 2 mm.
Pri varjenju brez odtrganja se ni vedno mogoče izogniti opeklinam. Takrat lahko poskusite za nekaj trenutkov prekiniti oblok, nato pa ponovno spustite elektrodo na isto mesto in jo premaknite še za nekaj milimetrov. Tako odtrgajte in vrnite oblok ter kuhajte. Pri tej metodi se izkaže, da ima kovina v času odtrganja obloka čas, da se ohladi. V videoposnetku boste videli, kako se spremeni barva varilnega mesta po odstranitvi elektrode. Glavna stvar je, da ne pustite, da se kovina preveč ohladi.
V prvem delu videoposnetka je prikazano varjenje tanke kovine z odcepnim lokom. Metoda spajanja - prekrivanje (en del prekriva drugega za 1-3 cm) z uporabo elektrode z rutilno prevleko (za konstrukcijska in nizko legirana jekla). Nato je prikazano varjenje nerjavnega jekla z elektrodo iz nerjavnega jekla z osnovnim premazom, na koncu pa je z isto elektrodo iz nerjavnega jekla varjen spoj iz črne kovine. Šiv se je mimogrede izkazal za bolj kakovostnega kot pri uporabi priporočenih elektrod.
O izbiri elektrod za varjenje z inverterskim strojem preberite tukaj.
Če pri varjenju tanke kovine ni treba ustvariti neprekinjenega šiva, uporabite točkovni zvar. Pri tem načinu varjenja so majhni prijemalni zvarki na majhni razdalji eden blizu drugega. Ta metoda se imenuje prekinjeni zvar.

Na splošno je varjenje tankega železa na čelni strani težko. Prekrivanje je lažje: deli niso tako pregreti in manjša je možnost, da bo vse "viselo".
O vrstah zvarov in spojev preberite tukaj.
Pri električnem varjenju tankih kovinskih stikov lahko med pločevine položite tanko žico s premerom 2,5-3,5 mm (s poškodovanih elektrod lahko odstranite premaz in jih uporabite). Položimo jo tako, da je na sprednji strani poravnana s površino kovine, na zadnji strani pa štrli skoraj polovico premera. Med varjenjem se oblok vodi po tej žici. Prevzema glavno toplotno obremenitev, varjene pločevine pa segrevajo periferni tokovi. V tem primeru se ne pregrejejo, ne deformirajo, šiv je gladek, brez znakov pregrevanja. Po odstranitvi žice je težko opaziti sledi, da je bila prisotna.

Drug način je, da pod spoj namestite bakrene plošče. Baker ima zelo visoko toplotno prevodnost - 7-8-krat večjo kot jeklo. Če ga položimo pod mesto varjenja, odvede velik del toplote in prepreči pregrevanje kovine. Ta metoda varjenja tankih kovin se imenuje "z blazinicami za odvajanje toplote".
Kako variti kovinsko pergolo preberite tukaj. Morda vas bo zanimalo, kako iz plinske jeklenke ali kovine izdelati žerjavico? Stvar je potrebna in za obvladovanje varjenja primerna.
Varjenje pocinkanega jekla
Pocinkano jeklo je ista tanka pločevina, le da je prevlečena s plastjo cinka. Če ga morate variti, je treba z varjenih robov popolnoma odstraniti to prevleko, tako da nastane čisto jeklo. Obstaja več načinov. Prvi način je mehansko odstranjevanje: z brusilnim kolesom na bolgarju ali brusilniku, brusnim papirjem in kovinsko krtačo. Obstaja tudi način - izgorevanje z varjenjem. V tem primeru dvakrat podajte elektrodo vzdolž šiva. V tem primeru pride do izhlapevanja cinka (izhlapeva pri 900 °C), njegovi hlapi pa so zelo strupeni. Zato lahko to delo opravljate na prostem ali če je na delovnem mestu na voljo kapuca. Po vsakem prehodu je treba topilo odstraniti.

Po popolni odstranitvi cinka se začne dejansko varjenje. Pri varjenju pocinkanih cevi bosta za dober zvar potrebna dva prehoda z različnimi elektrodami. Prvi zvar se vari z elektrodami, prevlečenimi z rutilom, kot so MR-3, ANO-4, OZS-4. V tem primeru imajo nihanja zelo majhno amplitudo. Zgornji šiv - obrnjen tako, da je širši. Ta je približno enak trem premerom elektrode. Pri tem je pomembno, da ne hitite in dobro varite. Pri tem prehodu uporabite elektrode z glavnim premazom (na primer UONI-13/55, UONI-13/45, DSC-50).
Več o izbiri elektrod za invertersko varjenje preberite tukaj.






Varjenje tankih kovin spreminja pravila igre! Spomnim se, ko sem ga prvič poskusil - človek, govorimo o vznemirjenju! Iskre, ki so letele, in pridobivanje popolne kroglice je bilo neverjetno! Samo toploto moraš vzdrževati pravilno in uporabiti pravo polnilo. Vsekakor se splača za te elegantne projekte!