

Pri električnem varjenju se kovina segreva z električnim lokom med obdelovancem in elektrodo. Ko se kovina stopi, nastane zvar. Tehnike varjenja in položaj elektrode se lahko razlikujejo glede na kovino in vrsto spoja. Povedali vam bomo, kako variti šive, da bo povezava zanesljiva in lepa.
Vsebina članka
Vrste zvarov in spojev
Šivi imajo precej obsežno klasifikacijo. Najprej jih delimo glede na vrsto povezave med posameznimi primeri. Glede na zahteve glede zanesljivosti se lahko šiv uporablja na eni ali dveh straneh. Pri dvostranskem varjenju se izkaže, da je konstrukcija bolj zanesljiva in bolje ohranja svojo obliko. Če je uporabljen samo en zvar, je izdelek pogosto popačen: zvar "vleče". Če sta dva, se te sile izravnajo.
Upoštevati je treba, da za kakovosten zvar kovina ne sme biti zarjavela. Zato mesta varjenja predhodno pobrusimo ali obdelamo s pilico - do popolnega izginotja rje. Nato se glede na zahteve rob zbrusijo ali ne.
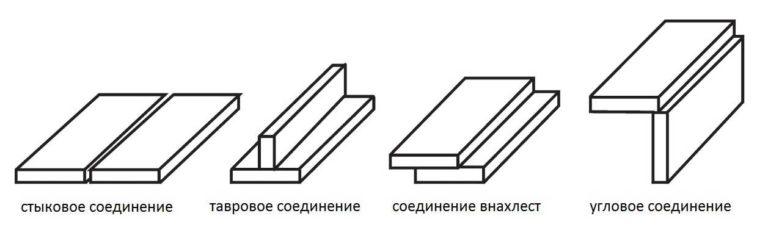
čelni spoj (čelni zvar)
Stični spoj pri varjenju se uporablja pri spajanju pločevine ali koncev cevi. Deli so položeni tako, da je med njimi razmik 1-2 mm, po možnosti trdno pritrjeni z objemkami. Med varjenjem se vrzel zapolni s staljeno kovino.
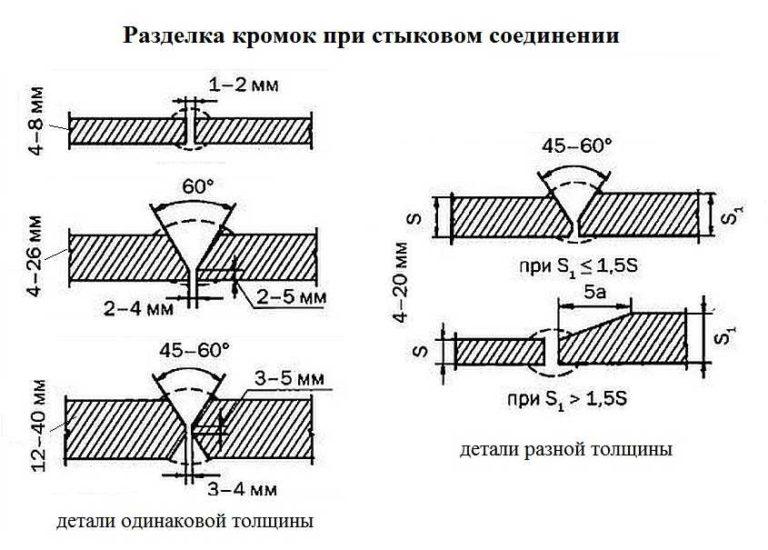
Tanko pločevino - debeline do 4 mm - varimo brez predhodne priprave (odstranjevanje rje ne šteje, je obvezno). V tem primeru je varjena samo ena stran. Pri debelini delov od 4 mm je lahko šiv enojni ali dvojni, vendar je treba robove zatesniti na enega od načinov, prikazanih na fotografiji.
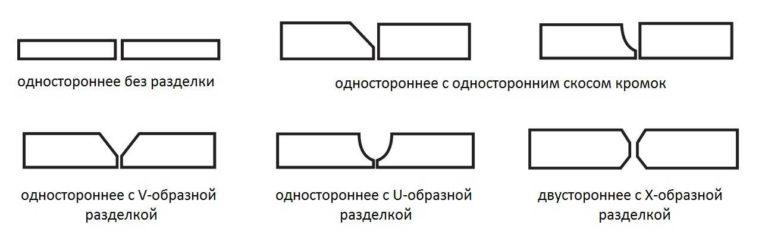
- Če je debelina obdelovanca med 4 mm in 12 mm, je lahko šiv enojen. Nato se robovi očistijo s katero koli od metod. Pri debelini do 10 mm je priročnejša enostranska priprava, medtem ko se debelejši deli pogosteje čistijo v obliki črke V. Odstranjevanje v obliki črke U je težje izvedljivo, zato se uporablja redkeje. Če so zahteve po kakovosti varjenja visoke, pri debelini več kot 6 mm, je treba obojestransko odstraniti trak in dvojno variti - na eni in drugi strani.
- Pri varjenju kovine debeline 12 mm ali več od stika do stika je vsekakor potreben dvojni zvar, saj takšne plasti ni mogoče segreti z ene strani. Robni obrizg je obojestranski, v obliki črke X. Pri takšnih debelinah se ne izplača uporabljati robnih obrizgov v obliki črke V ali U: za njihovo zapolnitev je treba uporabiti nekajkrat več kovine. To poveča porabo elektrod in znatno zmanjša hitrost varjenja.
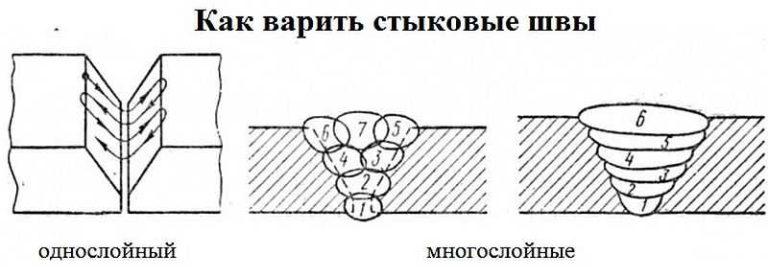
Če se vseeno odločite za varjenje velike debeline kovine z enostransko pregrado, bo treba zvar zapolniti v več prehodih. Takšni zvarki se imenujejo večplastni zvarki. Kako variti zvar v tem primeru, je prikazano na spodnji sliki (številke označujejo vrstni red polaganja plasti kovine med varjenjem).
O varjenju tankih kovin inverterski varilni stroj preberite tukaj.
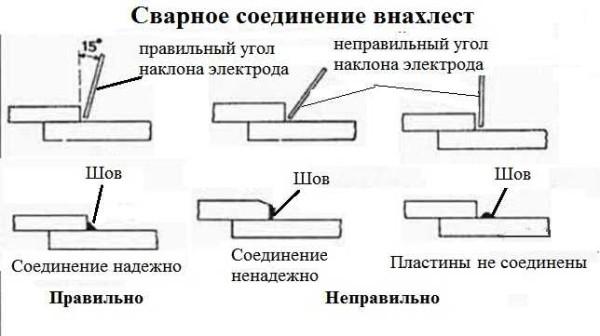
Prekrivajoči se spoj
Ta vrsta spoja se uporablja pri varjenju pločevine debeline do 8 mm. Zvarjen je z obeh strani, da se preprečita vlaga in korozija med pločevino.
Pri varjenju s prekrivanjem je treba pravilno izbrati kot nagiba elektrode. Ta mora biti približno 15-45 °. Tako dobimo zanesljiv spoj. Pri odstopanju na eno ali drugo stran večina staljene kovine ni na spoju, temveč na strani, trdnost spoja se znatno zmanjša ali pa deli sploh ne ostanejo povezani.
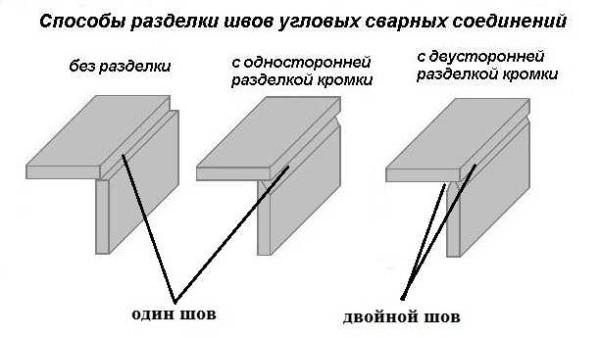
Preklopni in kotni spoji
Spoj v obliki črke T pri varjenju predstavlja črka T, kotni spoj pa črka G. Spoj v obliki črke T je lahko enojni ali dvojni šiv. Robovi so lahko tudi odrezani ali ne. Potreba po robovih je odvisna od debeline varjenih delov in števila spojev:
- debelina kovine do 4 mm, enojni šiv - brez obrezovanja robov;
- debeline od 4 mm do 8 mm - dvojni šiv brez obdelave robov;
- od 4 mm do 12 mm - enojni šiv z rezanjem na eni strani;
- od 12 mm je rob obrezan na obeh straneh, prav tako sta narejena dva zvara.
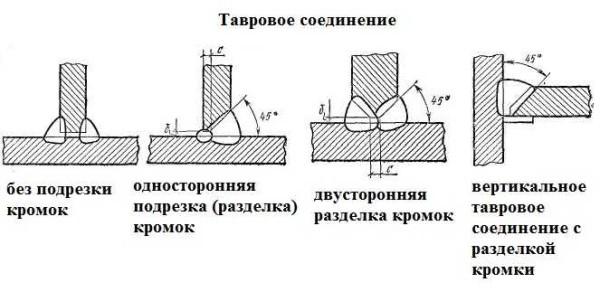
Kotni zvar se lahko šteje za del T-spoja. Priporočila so popolnoma enaka: tanko kovino lahko varite brez rezanja robov, pri večji debelini pa morate odstraniti del ene ali obeh strani.
Včasih je treba kotne in T-spoje variti z obeh strani (dva zvara). Za pravilno varjenje takšnega spoja je treba dele obrniti, da sta kovinski ravnini pod enakim kotom. Na fotografiji je ta metoda podpisana "v čolnu". Tako je lažje izračunati premike elektrode, zlasti za začetnika z varjenjem.
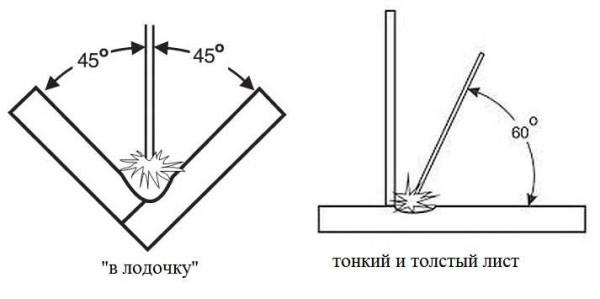
Pri spajanju tanke in debele kovine mora biti kot nagiba elektrode drugačen - približno 60 ° za debelejši del. V tem položaju bo večina segrevanja na njej, tanka kovina se ne prežge, kar se lahko zgodi, če je kot nagiba 45 °.
Varjenje vogalnih šivov
Pri varjenju kotnih šivov morate paziti na položaj in gibanje elektrode. Dobiti morate šiv z enakomerno polnitvijo. To je lažje doseči, če dele, ki jih je treba variti, postavite "v čoln", vendar to ni vedno mogoče.
Če je spodnja ravnina nameščena vodoravno, se pogosto izkaže, da je na navpični ravnini in v samem kotu malo kovine: zlaga se navzdol. To se zgodi, če je elektroda manj časa na vrhu kota kot ob njegovih straneh. Gibanje konice elektrode mora biti enakomerno. Drugi razlog je, da je premer elektrode prevelik, kar ji ne omogoča, da bi se potopila nižje in pravilno segrela spoj.
Da bi se izognili tej napaki, se oblok vžge na vodoravni površini (v točki "A"), elektroda se premakne na navpično površino, nato pa se s krožnim gibanjem vrne na svoje mesto. Ko je elektroda nad spojem, ima naklon 45°, ko se premika navzgor, se kot rahlo zmanjša (slika na levi), pri premiku na vodoravno površino pa se kot poveča. S to tehniko bo šiv enakomerno zapolnjen.
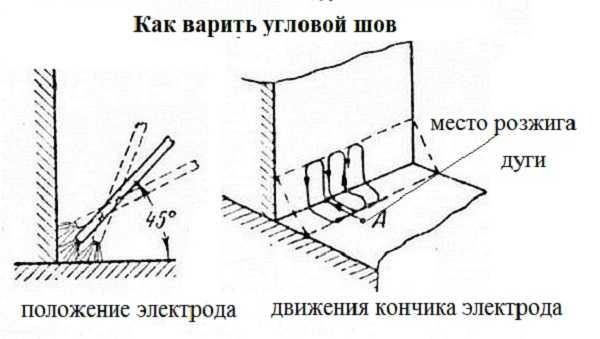
Pri varjenju vogalnih spojev poskrbite, da bo čas elektrod v vseh treh točkah (na straneh in na sredini) enak.
Tukaj preberite o izbiri elektrod za inverterske varilne aparate.
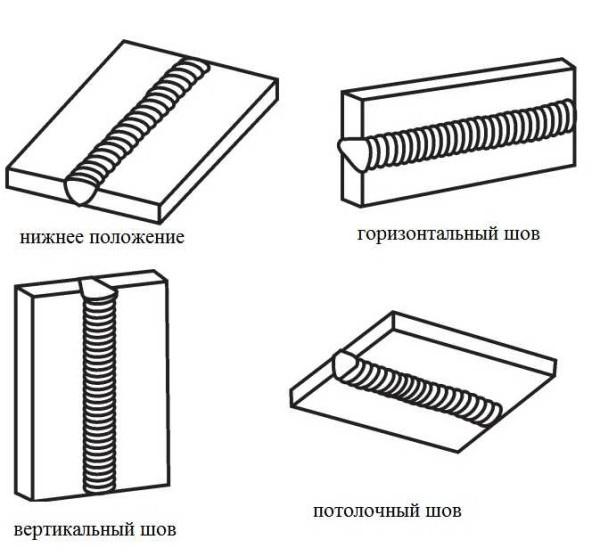
Položaj v prostoru
Poleg različnih vrst spojev so lahko zvarni spoji različno nameščeni v prostoru. Zgodi se, da so v spodnjem položaju. Za varilca je to najbolj udobno. Tako je tudi najlažje nadzorovati zvarni bazen. Vsi drugi položaji - vodoravni, navpični in stropni zvar - zahtevajo nekaj znanja varilnih tehnik (o tem, kako variti takšne spoje, preberite v nadaljevanju).
Kako variti zvar
Pri varjenju v spodnjem položaju tudi varilec začetnik nima težav. Za vse druge položaje pa je potrebno poznavanje tehnologije. Za vsak položaj obstajajo različna priporočila. V nadaljevanju je obravnavana tehnika izdelave posameznih vrst zvarov.
Varjenje navpičnih šivov
Med varjenjem delov, ki so v navpičnem položaju, staljena kovina pod vplivom gravitacije drsi navzdol. Da se kapljice ne bi odlomile, se uporablja krajši oblok (konica elektrode je bližje zvarnemu bazenu). Nekateri mojstri, če elektrode dopuščajo (se ne prilepijo), jih na splošno naslonijo na del.
Priprava kovine (rezanje robov) se izvede glede na vrsto povezave in debelino varjenih delov. Nato se jih pritrdi v danem položaju in poveže v korakih po nekaj centimetrov kratkih prečnih šivov - "tacking". Ti šivi preprečujejo premikanje delov.
Navpični šiv je lahko varjen od zgoraj navzdol ali od spodaj navzgor. Bolj priročno je delati od spodaj navzgor: oblok potiska zvarni val navzgor in preprečuje, da bi se spustil navzdol. Lažje je narediti visokokakovosten zvar.
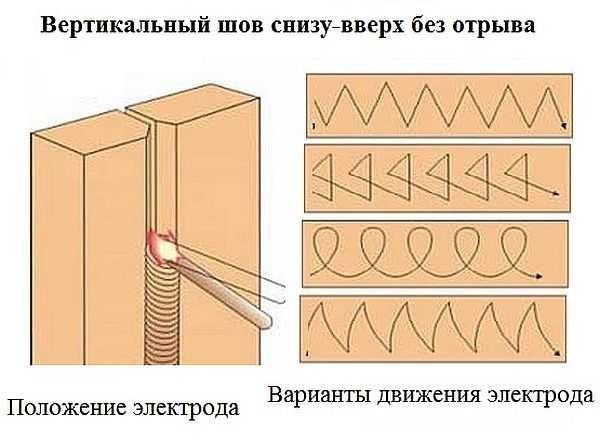
Ta videoposnetek prikazuje, kako pravilno variti navpični zvar z električnim varjenjem z gibanjem elektrode od spodaj navzgor brez odlepljanja. Prikazana je tudi tehnika kratkega valjanja. V tem primeru se gibi elektrode pojavljajo le navzgor in navzdol, brez vodoravnega premika, zvar pa se izkaže kot skoraj raven.
Z ločilnim lokom je mogoče povezati dele v navpičnem položaju. Za varilce začetnike je to morda bolj priročno: med odklopom ima kovina čas, da se ohladi. S to metodo lahko elektrodo celo naslonite na polico zvarnega kraterja. Tako je lažje. Shema gibanja je skoraj enaka kot brez odklopa: s strani na stran, zanke ali "kratek valjček" - gor in dol.
Kako zvariti navpični šiv z odtrganjem, si oglejte naslednji videoposnetek. V istem videoposnetku je prikazan vpliv jakosti toka na obliko šiva. Na splošno mora biti tok 5-10 A manjši od priporočenega za to vrsto elektrode in debelino kovine. Vendar, kot je prikazano v videoposnetku, to ne velja vedno in se določi eksperimentalno.
Včasih je navpični šiv varjen od zgoraj navzdol. V tem primeru ob vžigu obloka držite elektrodo pravokotno na varjene površine. Po vžigu v tem položaju segrejte kovino, nato spustite elektrodo in varite v tem položaju. Varjenje navpičnega zvara od zgoraj navzdol ni zelo priročno, saj zahteva dober nadzor zvarnega bazena, vendar lahko tudi na ta način dosežete dobre rezultate.

Kako variti vodoravni zvar
Vodoravni zvar na navpični ravnini se lahko vari od desne proti levi ali od leve proti desni. Razlike ni, kdor je s tem bolj zadovoljen, vari na ta način. Tako kot pri varjenju navpičnega šiva bo kopel težila navzdol. Zato je kot nagiba elektrode precej velik. Izberemo ga glede na hitrost gibanja in tokovne parametre. Glavna stvar je, da kopel ostane na mestu.
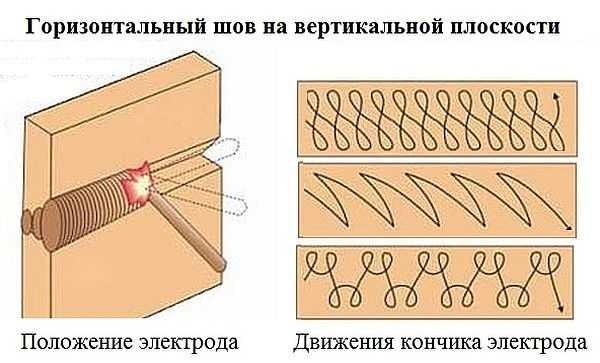
Če kovina teče navzdol, povečajte hitrost gibanja in kovino manj segrevajte. Drug način je, da naredite prekinitve obloka. V teh kratkih presledkih se kovina nekoliko ohladi in ne teče navzdol. Lahko tudi nekoliko zmanjšate moč toka. Le vse te ukrepe uporabljajte postopoma, ne vseh naenkrat.
Spodnji videoposnetek prikazuje, kako pravilno variti kovino v navpičnem položaju z vodoravnim šivom.
Stropni zvar
Ta vrsta varjenega spoja je najzahtevnejša. Zahteva veliko znanja in spretnosti ter dober nadzor nad zvarnim bazenom. Za izvedbo tega zvara je treba elektrodo držati pod pravim kotom glede na strop. Oblok je kratek, hitrost pa konstantna. Za razširitev zvara se večinoma izvajajo krožni gibi.
Čiščenje zvarov
Po varjenju ostanejo na kovinski površini razpršeni ostanki vodnega kamna, kovine in žlindre. Sam zvar je običajno izbočen in štrli nad površino. Vse te napake je mogoče odpraviti: očistite.
Čiščenje šivov po varjenju poteka po fazah. V prvi fazi z dletom in kladivom s površine odtrgajte ostanke žlindre in žlindre. V drugi fazi po potrebi primerjajte šiv. Pri tem potrebujete orodje: bolgarski stroj, opremljen z brusilnim diskom na kovino. Glede na to, kako gladka je površina, je treba uporabiti različna brusilna zrna.
Napake v zvarih
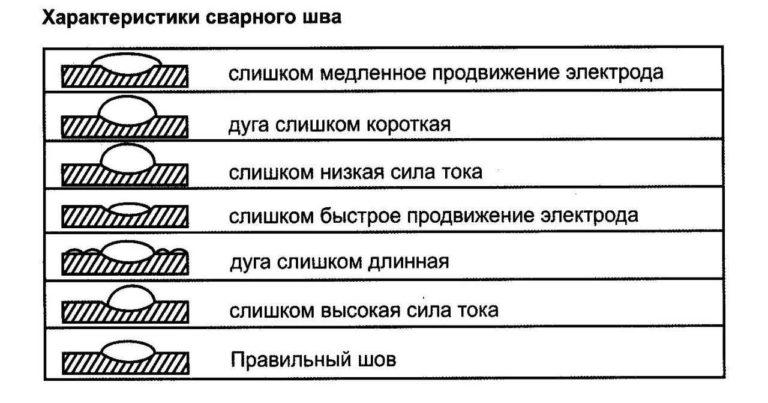
Varilci začetniki pri izdelavi zvarov pogosto delajo napake, zaradi katerih se pojavijo napake. Nekatere od njih so kritične, druge pa ne. V vsakem primeru je pomembno, da znate napako prepoznati, da jo lahko nato popravite. Najpogostejši napaki med začetniki sta neenakomerna širina šiva in njegovo neenakomerno zapolnjevanje. Do tega pride zaradi neenakomernih gibov konice elektrode, sprememb hitrosti in amplitude gibov. Z nabiranjem izkušenj te pomanjkljivosti postajajo vse manj opazne, po določenem času pa povsem izginejo.
Druge napake - pri izbiri jakosti toka in velikosti loka - se lahko določijo glede na obliko šiva. Težko jih je opisati z besedami, lažje jih je prikazati. Na spodnji fotografiji so prikazane glavne napake oblike - podrezi in neenakomerno polnjenje, opisani so razlogi, ki so jih povzročili.
Brez varjenja
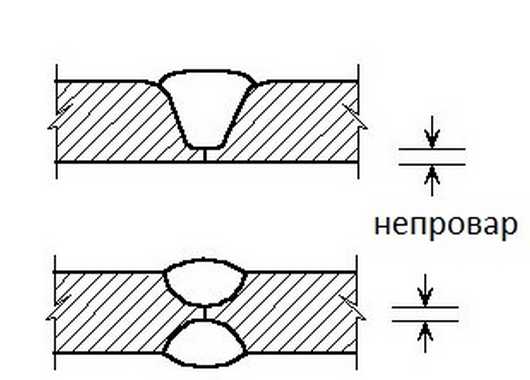
Ta napaka je posledica nepopolne zapolnitve spoja delov. To napako je treba odpraviti, saj vpliva na trdnost spoja. Glavni vzroki so:
- nezadosten varilni tok;
- visoka hitrost vožnje;
- nezadostna priprava robov (pri varjenju debelih kovin).
Odpravi se s popravljanjem toka in zmanjšanjem dolžine obloka. S pravilno izbiro vseh parametrov se takšen pojav odpravi.
O izbiri inverterskega varilnega aparata za dom in kočo preberite tukaj.
Podrezovanje
Ta napaka je žleb vzdolž šiva na kovini. Običajno se pojavi, kadar je oblok predolg. Šiv postane širok, temperatura obloka za segrevanje ni dovolj visoka. Kovina na robovih se hitro strdi in nastane ta žleb. "Zdravi" bolj kratek oblok ali prilagoditev jakosti toka na višjo stran.
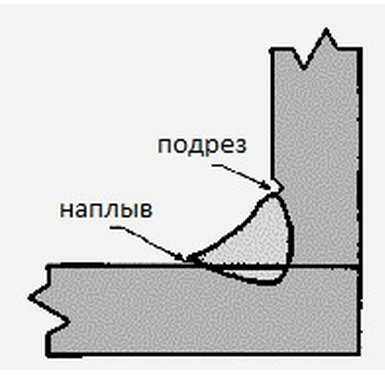
Pri kotnem ali T-sklopu se tvori podrez, ker je elektroda bolj usmerjena v navpično ravnino. Nato kovina teče navzdol in ponovno nastane utor, vendar iz drugega razloga: navpični del zvara je prevroč. To se odpravi z zmanjšanjem toka in/ali skrajšanjem obloka.
Burn
To je luknja v zvaru. Glavni vzroki:
- prevelik varilni tok;
- premajhna hitrost vožnje;
- prevelik razmik med robovi.

Načini popravljanja so jasni - poskušamo najti optimalen način varjenja in hitrost elektrod.
Pore in žlebovi
Pore so videti kot majhne luknjice, ki so lahko združene v verigo ali razpršene po celotni površini zvara. So nesprejemljiva napaka, saj znatno zmanjšujejo trdnost spoja.
Pojavijo se pore:
- pri nezadostni zaščiti zvarnega valja prevelika količina zaščitnih plinov (nekakovostne elektrode);
- prepih v varilnem območju, ki odvrača zaščitne pline, kisik pa pride do staljene kovine;
- prisotnost umazanije in rje na kovini;
- nezadostno rezanje robov.
Kupi se pojavijo pri varjenju s polnilnimi žicami z nepravilno izbranimi načini varjenja in parametri. Predstavljajo tekočo kovino, ki se ni povezala z glavnim delom.

Hladne in vroče razpoke
Vroče razpoke se pojavijo med ohlajanjem kovine. Usmerjene so lahko vzdolž ali čez zvar. Hladne razpoke se pojavijo že na hladnem zvaru, kadar so obremenitve za to vrsto zvara prevelike. Hladne razpoke povzročijo okvaro varjenega spoja. Te napake je mogoče odpraviti le s ponovnim varjenjem. Če je napak preveč, se zvar prereže in ponovno zvari.

Tu so opisane tehnike varjenja z inverterjem.





