

Zváranie tenkých kovov je výzvou aj pre niektorých skúsených zváračov. Začiatočníci vo zváraní to majú vo všeobecnosti ťažké. Existuje veľa zvláštností a zložitostí, ktoré sťažujú výber režimov a elektród. Jednoduchšie je to so zváracími poloautomatmi, ktoré sú však v domácnostiach pomerne zriedkavé, oveľa bežnejšie sú invertory. Tu je o zváraní tenkých kovov invertor a budeme o ňom hovoriť.
Prvým problémom pri zváraní kovu s malou hrúbkou je, že ho nemôžete veľmi zahrievať: prepáli sa, vytvoria sa diery. Preto sa pracuje na princípe "čím rýchlejšie, tým lepšie" a o žiadnych trajektóriách pohybu elektród nemôže byť ani reči. Tenký plech sa zvára vedením elektródy v jednom smere - pozdĺž švu bez odchýlok.

Druhým problémom je, že musíte pracovať pri nízkych prúdoch, čo vedie k tomu, že oblúk musí vytvoriť skrat. Ak dôjde k miernemu prerušeniu, jednoducho zhasne. Problémy môžu nastať aj so zapaľovaním oblúka, preto používajte stroje s dobrou voltampérovou charakteristikou (napätie naprázdno nad 70 V) a plynulou reguláciou zváraného prúdu, ktorý začína od 10 A.
Ďalšia nepríjemnosť: pri silnom zahrievaní dochádza k zmene geometrie tenkých plechov: ohýbajú sa vo vlnách. Je veľmi ťažké zbaviť sa tejto nevýhody. Jedinou možnosťou je snažiť sa neprehrievať alebo odvádzať teplo (o metóde s podložkami odvádzajúcimi teplo si prečítajte nižšie).
Pri zváraní tenkých plechov na tupo sa ich okraje starostlivo opracujú a očistia. Prítomnosť nečistôt a hrdze zváranie ešte viac skomplikuje. Preto všetko starostlivo zarovnajte a očistite. Umiestnite plechy veľmi blízko k sebe - bez medzery. Diely sa upevňujú pomocou svoriek, objímok a iných zariadení. Potom sa diely každých 7-10 cm prilepia krátkymi švami - lepením. Zabránia posunu dielov a je menšia pravdepodobnosť, že sa ohnú.

Ako zvárať tenký kov pomocou invertora
Zváracie stroje, ktoré produkujú jednosmerný prúd, sú dobré v tom, že môžeme zvárať v opačnej polarite. Na tento účel pripojíme kábel s držiakom elektród k "+" a "-" pripojíme k súčiastke. Pri tomto zapojení sa elektróda viac zahrieva a kov sa zahrieva minimálne.
Ako si vybrať zvárací invertor pre domácnosť alebo chatu si prečítajte tu.
Je potrebné zvárať čo najtenšími elektródami: od 1,5 mm do 2 mm. Zároveň si vyberte elektródu s vysokým koeficientom tavenia: potom bude šev kvalitný aj pri nízkych prúdoch. Prúd sa nastavuje malý. Pri elektródach s veľkosťou 1,5 mm by to malo byť približne 30-45 ampérov, pri "dvojke" 40-60 ampérov. Reálne dajte niekedy nižší: je dôležité, aby ste mohli pracovať.
| Hrúbka kovu, mm | 0,5 mm | 1,0 mm | 1,5 mm | 2,0 mm | 2,5 mm |
|---|---|---|---|---|---|
| Priemer elektródy, mm | 1,0 mm | 1,6 mm - 2 mm | 2 mm | 2,0 mm - 2,5 mm | 3 mm |
| Sila prúdu, A | 10-20 ampérov | 30-35 ampérov | 35-45 mm | 50-65 mm | 65-100 mm |
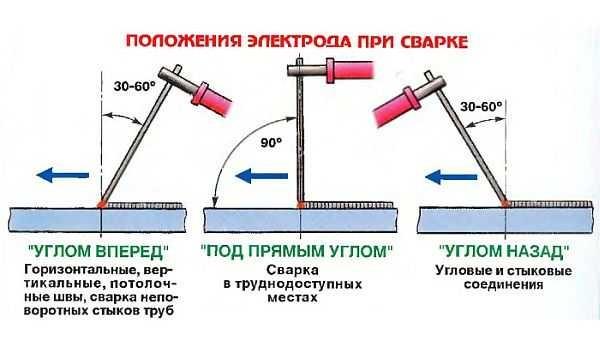
Aby sa kov menej zahrieval, súčiastky sa umiestňujú vo vertikálnom alebo aspoň šikmom smere. Potom sa zvára zhora nadol, pričom hrot elektródy sa pohybuje presne týmto smerom (neodchyľuje sa a nevracia sa). Uhol sklonu - uhol dopredu, s hodnotou 30 - 40°. Týmto spôsobom bude ohrev kovu minimálny, a to je jedna z najdôležitejších úloh pri zváraní tenkých kovov.
Všeobecné odporúčanie týkajúce sa výberu elektród na zváranie tenkých kovov: na takúto prácu si kupujte vysokokvalitné dovážané elektródy. Problémy budú mnohonásobne menšie.
O výrobe prístrešku na kovovom ráme si prečítajte tu.
Techniky a metódy zvárania tenkých plechov
Niekedy je potrebné zvárať tenké plechy pod uhlom. V tomto prípade je výhodnejšie použiť metódu obrubovania: okraje plechu sa ohnú do požadovaného uhla a každých 5 až 10 cm sa upevnia krátke priečne švy. Po zváraní, ako je uvedené vyššie: súvislý šev zhora nadol.
Video ukazuje, ako zvárať tenký plech elektródou pomocou zváracieho invertora. Používa sa metóda obrubovania: okraje dielov sa ohnú a potom sa na niekoľkých miestach zlepia krátkymi švami. Po zváraní tenkou elektródou s hrúbkou 2 mm.
Pri zváraní bez odtrhnutia nie je vždy možné zabrániť popáleniu. Potom môžete skúsiť na niekoľko okamihov odtrhnúť oblúk a potom opäť spustiť elektródu na to isté miesto a posunúť ju o niekoľko milimetrov ďalej. Teda odtrhnutie a vrátenie oblúka a varenie. Pri tejto metóde sa ukazuje, že kov počas doby odtrhnutia oblúka má čas vychladnúť. Na videu uvidíte, ako sa zmení farba miesta zvárania po odstránení elektródy. Hlavnou vecou je nenechať kov príliš vychladnúť.
Zváranie tenkého kovu pomocou odtrhávacieho oblúka je demonštrované v prvej časti videa. Spôsob spájania - prekrývanie (jedna časť prekrýva druhú o 1 - 3 cm), s použitím elektródy s rutilovým povlakom (pre konštrukčné a nízkolegované ocele). Potom je znázornené zváranie elektródou z nehrdzavejúcej ocele so základným povlakom a nakoniec sa tou istou elektródou z nehrdzavejúcej ocele zvára spoj z čierneho kovu. Spoj sa mimochodom ukázal byť kvalitnejší ako pri použití odporúčaných elektród.
O výbere elektród na zváranie s invertorovým strojom si prečítajte tu.
Ak zváranie tenkého kovu nevyžaduje vytvorenie súvislého spoja, použite bodový zvar. Pri tomto spôsobe zvárania sú malé bodové zvary umiestnené v malej vzdialenosti jeden od druhého. Táto metóda sa nazýva prerušovaný zvar.

Zváranie tenkého železa na tupo je vo všeobecnosti náročné. Prekrývanie je jednoduchšie: diely sa toľko neprehrievajú a je menšia pravdepodobnosť, že všetko "visí".
Tu si prečítajte informácie o typoch zvarov a spojov.
Pri elektrickom zváraní tenkých kovových tupých spojov môžete medzi plechy položiť tenký drôt s priemerom 2,5-3,5 mm (na poškodených elektródach môžete strhnúť povlak a použiť ich). Umiestňuje sa tak, aby na prednej strane bol v jednej rovine s povrchom kovu a na zadnej strane vyčnieval takmer o polovicu priemeru. Počas zvárania sa oblúk vedie na tomto drôte. Preberá hlavné tepelné zaťaženie a zvárané plechy sa ohrievajú obvodovými prúdmi. V tomto prípade sa neprehrievajú, nedeformujú, šev je hladký, bez známok prehriatia. Po odstránení drôtu je ťažké vidieť stopy, že bol prítomný.

Ďalším spôsobom je umiestnenie medených dosiek pod spoj. Meď má veľmi vysokú tepelnú vodivosť - 7-8-krát vyššiu ako oceľ. Umiestnená pod miestom zvárania odvádza značnú časť tepla, čím zabraňuje prehriatiu kovu. Tento spôsob zvárania tenkých kovov sa nazýva "s podložkami odvádzajúcimi teplo".
Ako zvárať pergolu z kovu si prečítajte tu. Možno vás bude zaujímať, ako si vyrobiť pergolu z plynovej fľaše alebo kovu? Vec je potrebná a na zvládnutie zvárania vhodná.
Zváranie pozinkovanej ocele
Pozinkovaná oceľ je ten istý tenký oceľový plech, len potiahnutý vrstvou zinku. Ak ju potrebujete zvárať, z okrajov, ktoré sa majú zvárať, sa musí tento povlak úplne odstrániť, až na čistú oceľ. Existuje niekoľko spôsobov. Prvým je mechanické odstránenie: pomocou brúsneho kotúča na skrutkovači alebo brúske, brúsneho papiera a kovovej kefy. Existuje aj spôsob - vypálenie pomocou zvárania. V tomto prípade dvakrát prejdite elektródou pozdĺž švu. V tomto prípade dochádza k odparovaniu zinku (odparuje sa pri 900 °C) a jeho výpary sú veľmi jedovaté. Túto prácu teda môžete vykonávať buď vonku, alebo ak je na pracovisku kukla. Po každom prechode je potrebné zlikvidovať tavidlo.

Po úplnom odstránení zinku sa začne samotné zváranie. Pri zváraní pozinkovaných rúr sú na dosiahnutie dobrého zvaru potrebné dva prechody s rôznymi elektródami. Prvý zvar sa zvára elektródami s rutilovým povlakom, ako sú MR-3, ANO-4, OZS-4. V tomto prípade majú kmitania veľmi malú amplitúdu. Horný šev - obklad, aby bol širší. Je približne rovný trom priemerom elektródy. Tu je dôležité neponáhľať sa a dobre zvárať. Na tento priechod použite elektródy s hlavným povlakom (napríklad UONI-13/55, UONI-13/45, DSC-50).
Viac informácií o výbere elektród pre invertorové zváranie nájdete tu.






Zváranie tenkého kovu mení pravidlá hry! Pamätám si, keď som to skúsil prvýkrát - človeče, to bol nával! To lietanie iskier a získanie dokonalého korálika bolo úžasné! Len musíš udržiavať správnu teplotu a používať správny prídavok. Pre tieto šikovné projekty sa to určite oplatí!