
 țevile din polipropilenă")
Din ce în ce mai des, țevile metalice sunt înlocuite cu țevi din plastic, în special din polipropilenă. Acestea au o durată lungă de viață (până la 50 de ani), nu ruginesc, nu putrezesc, cântăresc puțin și puteți asambla totul cu propriile mâini, fără a implica specialiști. Sudarea țevilor din polipropilenă necesită o anumită îndemânare, dar aceasta vine repede. Preliminar puteți exersa pe resturi mici și fitinguri ieftine, iar apoi să vă apucați de crearea unor lucruri mai serioase.

Conținutul articolului
Tipuri și scop
Țevile din polipropilenă pot fi de patru culori - verde, gri, alb și negru. Caracteristici diferite numai negru - acestea au o rezistență sporită la lumina ultravioletă și sunt utilizate atunci când se așează sistemul de irigare pe sol. Toate celelalte au caracteristici similare și sunt așezate în interior sau îngropate în pământ.
În funcție de scopul țevilor din polipropilenă, acestea sunt de următoarele tipuri:
Atât pentru apa rece, cât și pentru cea caldă există conducte cu caracteristici diferite. Acest lucru este reflectat în marcaj:
- PN10 sunt utilizate exclusiv în sistemele de alimentare cu apă rece ( până la +45°C) cu presiune scăzută (până la 1 MPa). Au o grosime mică a peretelui. Nu sunt potrivite pentru clădirile cu mai multe etaje.
- PN16. Adesea etichetat ca universal, dar mai des utilizat pentru apă rece - poate rezista la o încălzire medie de până la +65°C și la o presiune de până la 1,6 MPa.
- PN20. Țevi cu pereți groși care pot transporta medii cu temperaturi de până la +80°C, rezistă la presiuni de până la 2 MPa. Sunt utilizate în sistemele de distribuție a apei calde și de încălzire.
- PN25. Acestea sunt țevi din polipropilenă armată (folie sau fibră de sticlă). Datorită prezenței unui strat de armare, acestea au adesea o grosime a peretelui mai mică decât PN20. Temperatură medie de încălzire - până la +95°C, presiune - până la 2,5 MPa. Acestea sunt utilizate pentru alimentarea cu apă caldă și încălzire.
Toate acestea sunt produse în diferite diametre - până la 600 mm, dar în apartamente și case private sunt utilizate în principal în dimensiuni de la 16 mm la 110 mm. Rețineți că diametrul intern este indicat, deoarece grosimea peretelui poate fi diferită.
Ce este sudarea țevilor din polipropilenă
Polipropilena se caracterizează printr-o rigiditate sporită și, pentru a crea sisteme cu configurația necesară, se utilizează fitinguri din același material. Acestea sunt diverse unghiuri, teuri, bypass-uri, adaptoare, cuplaje etc. Cu țevi, acestea sunt conectate prin lipire. Acest proces se numește și sudură, dar esența sa nu se schimbă: două elemente sunt încălzite până la punctul de topire și, într-o stare fierbinte, sunt conectate între ele. Dacă este făcută corect, conexiunea se dovedește a fi monolitică și servește nu mai puțin decât țevile în sine.

Pentru a conecta polipropilena cu metale, există fitinguri combinate, în care o parte este fabricată din metal și este conectată folosind o conexiune filetată, iar a doua - polipropilenă - este sudată.
Ce să lipiți
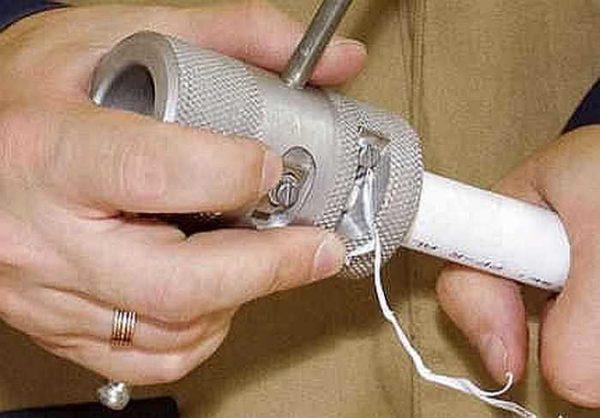
Sudarea țevilor din polipropilenă se realizează cu ajutorul unui dispozitiv special, care se numește fier de lipit sau mașină de sudură. Aceasta este o platformă metalică mică, în interiorul căreia există o spirală electrică care încălzește suprafața. Datorită acestui design, această unitate este numită și fier.

Pentru a conecta cele două elemente, suprafețele îmbinate sunt încălzite până la punctul de topire (+260 °). Pentru a încălzi elementul la adâncimea dorită, pe platforma de sudură sunt amplasate două duze metalice diferite acoperite cu teflon:
Cele două elemente care urmează să fie îmbinate sunt puse simultan pe duzele respective, ținute pentru o anumită perioadă de timp (câteva secunde), apoi îmbinate. Acesta este modul în care sunt sudate țevile din polipropilenă.
Cum să sudezi
Proiectele de fiare de lipit pentru țevi din polipropilenă sunt ușor diferite, dar principiile de lucru cu ele sunt comune. Există două modele de bază - cu o platformă plată sau un încălzitor cilindric. Cu o calitate normală, ambele funcționează, practic nu există nicio diferență. Oricine este mai confortabil, asta este ceea ce aleg.

Lucrări pregătitoare
Înainte de a începe lucrul, trebuie să încălziți fierul de lipit, dar nu este atât de simplu. Ordinea de pregătire a acestuia este după cum urmează:
- În primul rând, pe platformă sunt instalate accesorii cu un diametru adecvat.
- În gaura din platformă, se introduce un știft, mandrina și manșonul sunt puse pe acesta din ambele părți, strânse cu piulițe pe ambele părți.
- Dacă elementul de încălzire este sub formă de tub, duzele pentru acesta se vând fixate pe o placă. Placa se pune pe elementul de încălzire și se strânge șurubul de fixare.
- Temperatura de încălzire necesară este setată pe regulator. Pentru țevile din polipropilenă, temperatura de sudare este de +260°C. Aceasta este ceea ce setați pe regulator, porniți rețeaua electrică.
- Așteptați semnalul temperaturii setate. În unele modele există un semnal sonor, dar, în general, LED-ul se aprinde sau se stinge (diferite modele au moduri diferite).
Fierul de lipit este gata de lucru. Dar este încă necesar să pregătiți țevile și fitingurile. Prima condiție pentru o sudură de calitate este o tăiere uniformă. Tăietura trebuie să fie strict verticală, fără bavuri și zgârieturi. O astfel de tăiere poate fi obținută folosind foarfece speciale. Acestea au două fălci late în partea de jos, care fixează țeava pe loc, iar partea de tăiere este în partea de sus.

A doua condiție pentru o bună lipire a țevilor PP este ca piesele să fie curate, uscate și degresate. Dacă doriți ca alimentarea cu apă sau încălzirea să servească pentru o lungă perioadă de timp și să nu prezinte scurgeri, această procedură nu ar trebui să fie sărită. Țeava tăiată și fitingul sunt curățate cu alcool sau apă cu detergent de vase. Apoi așteptați până când totul se usucă și abia apoi începeți procesul de lipire.
Cât timp să încălziți
La sudarea polipropilenei ar trebui să fie încălzită strict la temperatura necesară. Supraîncălzirea și subîncălzirea reduc semnificativ calitatea sudurii. Țeava prea supraîncălzită și înmuiată pur și simplu nu se va introduce în fiting, iar materialul insuficient încălzit nu va fuziona.
Timpul de încălzire depinde de diametrul țevii, de temperatura aerului și este prezentat în tabel.
| Diametrul țevii de polipropilenă | Adâncimea de sudare | Timp de încălzire | Timp de sudare | Timp de răcire |
|---|---|---|---|---|
| 16 | 12-14 mm | 5 с | 6 с | 2 min |
| 20 | 14-17 mm | 6 с | 6 с | 2 min |
| 25 | 15-19 mm | 7 с | 10 с | 2 min |
| 32 | 16-22 mm | 8 с | 10 с | 4 min |
| 40 | 18-24 mm | 12 с | 20 с | 4 min |
| 50 | 20-27 mm | 18 с | 20 с | 4 min |
| 63 | 24-30 mm | 24 с | 30 с | 6 min |
| 75 | 26-32 mm | 30 с | 30 с | 6 min |
În general, lipirea se poate face la +5°C, dar datele sunt date pentru +20°C. Dacă vremea este mai caldă, timpul de menținere a elementelor pe fierul de lipit se reduce cu 30-60 de secunde, dacă vremea este mai rece, timpul este mărit.
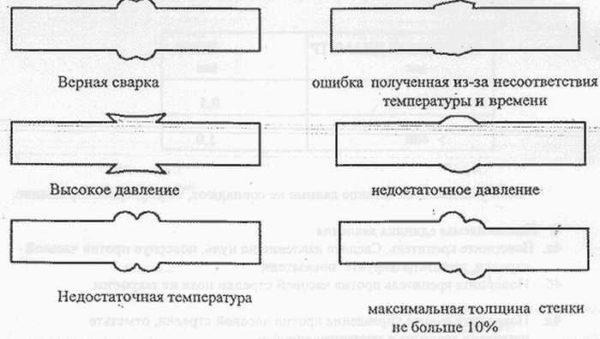
Acordați atenție coloanei "adâncimea" de sudare din tabel. Acest marcaj este plasat pe țeavă. Până la ea va fi necesar să o apăsați în fiting. În același timp, o mică rolă de plastic topit se va forma în fața marginii fitingului. Acest lucru va însemna că cusătura este făcută corect.
O altă coloană care trebuie clarificată este "timpul de sudare". Acesta este timpul pentru care trebuie să strângeți și să fixați elementele care urmează să fie sudate.
În general, dacă încercați să introduceți o țeavă rece în fiting, aceasta ar trebui să intre cu mare dificultate - diametrul exterior al țevii este puțin mai mare decât diametrul interior al fitingului. Acest lucru se face în mod intenționat, pentru a oferi un exces de material, din care se formează o rolă pe cusătură. Pentru a suda țevi din polipropilenă a fost de încredere, este mai bine să luați toate componentele aceleiași companii. Astfel, este garantat că dimensiunile vor coincide. În caz contrar, este necesar să se încerce - astfel încât montajul să nu "sară", ci întins cu dificultate.
Tehnologie
După cum sa menționat deja, atunci când se sudează țevi din polipropilenă, acestea și fitingurile trebuie curățate, degresate și uscate. Și numai după aceea puteți începe să lipiți.
O astfel de pregătire este potrivită pentru toate tipurile de țevi, cu excepția țevilor ranforsate cu folie. În acest caz, după tăierea bucății necesare, tăietura este curățată până la folie cu un dispozitiv special - rasor. Țeava este introdusă în acesta și rotită de mai multe ori. Acest lucru îndepărtează stratul superior de plastic, după care puteți degresa și lipi.
După ce suprafața se usucă, se trasează un semn pe țeavă, marcând distanța până la care trebuie să fie presată în fiting (cel mai ușor este să folosiți un marker subțire sau un creion simplu ascuțit).

Lipirea polipropilenei pas cu pas
Apoi, tehnologia de sudare a țevilor din polipropilenă este următoarea:
- Secțiunea tăiată a țevii este pusă pe mandrină, fitingul este introdus în manșon. Faceți acest lucru în același timp, în cazul extrem, fitingul este pus mai devreme, deoarece are o grosime mare a peretelui. Întârzierea trebuie să fie foarte mică.

- Țineți elementele pentru perioada de timp necesară.
- Scoateți din duze, conectați prin împingerea țevii în fiting până la marcaj. Conexiunea este doar liniară, elementele nu trebuie rotite în raport cu axa orizontală (nu răsuciți, chiar dacă doriți cu adevărat). Este posibil să egalizați orizontalitatea imediat după conectare, dacă se observă o discrepanță.

- La îmbinare, este necesar să se aplice o forță destul de mare. Aceeași forță este menținută timp de câteva secunde (în tabel, în coloana "timp de sudare").
- După ce a trecut timpul specificat, presiunea este oprită și îmbinarea nu trebuie să fie deranjată timp de câteva minute (în tabel, în coloana "timp de răcire"). După aceea, se poate considera că lipirea țevii de polipropilenă este finalizată. Puteți trece la următoarea sudură.


O observație: imediat după terminarea sudării, inspectați duzele fierului de lipit. Dacă există reziduuri de material, acestea se îndepărtează cu o cârpă moale (albă), fără scame, care nu lasă scame. Nu lăsați plasticul pe fierul de lipit - următorul fragment se va lipi și va fi dificil de îndepărtat. Nu curățați duzele cu abrazivi - învelișul lor este din teflon, se zgârie ușor. Și chiar și zgârieturile microscopice vor duce la faptul că fragmentul de pe fierul de lipit (fier), se va lipi.
Apropo, este mai bine să lucrați în mănuși cu fir - vor fi mai puține arsuri.
Înainte de punerea în funcțiune a sistemului, acesta trebuie verificat. Acest lucru se face prin intermediul testului de presiune. Ce este aceasta și cum se face, citiți aici.
Cablarea țevilor din polipropilenă
Țevile din polipropilenă sunt utilizate pentru instalarea pieptenilor de apă rece sau caldă, încălzire. Alegerea diametrului în fiecare caz este individuală - depinde de volumul de lichid care trebuie să fie pompat pe unitate de timp, viteza necesară a mișcării sale (formula de pe fotografie).
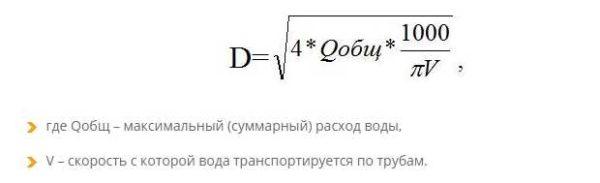
Calcularea diametrelor conductelor pentru sistemele de încălzire este un subiect separat (determinați diametrul după fiecare ramură), pentru conductele de apă totul este mai ușor. În apartamente și case în aceste scopuri se folosesc țevi cu un diametru de la 16 mm la 30 mm, iar cele mai populare - 20 mm și 25 mm.
Numărarea fitingurilor
După determinarea diametrului, se ia în considerare lungimea totală a conductei, în funcție de structura sa, sunt achiziționate fitinguri. Cu lungimea conductelor, totul este relativ simplu - măsurați lungimea, adăugați aproximativ 20% pentru erori și posibile defecte în muncă. Pentru a determina ce fitinguri sunt necesare, aveți nevoie de o schemă a conductei. Desenați-o, marcând toate ramurile și dispozitivele la care trebuie să vă conectați.

Pentru a vă conecta la multe aparate, este necesară o tranziție la metal. Există, de asemenea, astfel de fitinguri din polipropilenă. Acestea au un filet de alamă pe o parte, pe cealaltă - racordul obișnuit de lipire. Imediat este necesar să ne uităm la diametrul conductei de ramificație a dispozitivului conectat și la tipul de filet care ar trebui să fie pe fiting (intern sau extern). Pentru a nu face o greșeală, este mai bine să scrieți totul pe diagramă - deasupra ramificației, unde va fi instalat fitingul.
Mai departe pe schemă contează numărul de conexiuni în formă de "T" și "G". Pentru ele cumpărați teuri și colțuri. Există, de asemenea, cruci, dar acestea sunt rar utilizate. Unghiuri, apropo, nu există numai sub 90 °. Există 45 °, 120 °. Nu uitați de cuplaje - acestea sunt fitinguri pentru unirea a două secțiuni de țevi. Nu uitați că țevile din polipropilenă nu sunt elastice și nu se îndoaie, astfel încât fiecare întoarcere este făcută cu ajutorul fitingurilor.
Atunci când cumpărați materiale, conveniți cu vânzătorul cu privire la posibilitatea de a înlocui sau de a returna o parte din accesorii. De obicei, problemele nu apar, deoarece chiar și profesioniștii nu pot determina întotdeauna imediat cu exactitate intervalul necesar. În plus, în timpul procesului de instalare, uneori este necesar să se schimbe structura conductei, ceea ce înseamnă că setul de fitinguri se schimbă.
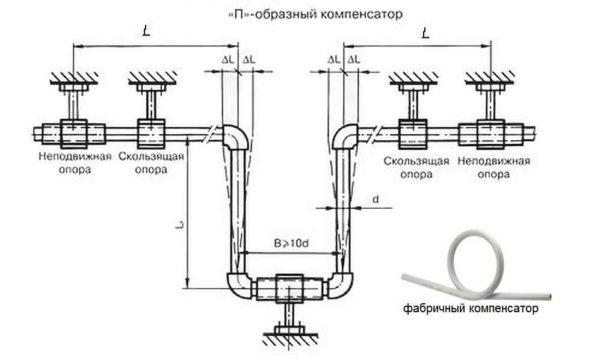
Polipropilena are un coeficient de dilatare termică destul de semnificativ. Dacă se instalează o conductă de apă caldă sau un sistem de încălzire din polipropilenă, este necesar să se realizeze un compensator, cu ajutorul căruia se va egala alungirea sau scurtarea conductei. Acesta poate fi un compensator cu buclă din fabrică, sau asamblat conform schemei compensatorului din finișuri și bucăți de țevi (pe fotografia de mai sus).
Metode de depunere
Există două moduri de instalare a țevilor de polipropilenă - deschis (pe perete) și închis - în canelurile din perete sau în șapă. Țevile din polipropilenă sunt fixate pe perete sau în canelură pe suporturi-clipuri. Acestea sunt simple - pentru montarea unei țevi, există duble - când două ramuri merg în paralel. Ele sunt fixate la o distanță de 50-70 cm. Țeava se introduce pur și simplu în clip și se ține datorită forței de elasticitate.

La așezarea în șapă, dacă este o podea caldă, țevile sunt fixate pe plasa de armare, nu este necesară nicio altă fixare suplimentară. Dacă zamonolichivayut va fi alimentarea la radiatoare, țevile nu pot fi fixate. Acestea sunt rigide și nu își schimbă poziția chiar și atunci când sunt umplute cu lichid de răcire.

Nuanțe de lipire
Chiar procesul de sudare a țevilor din polipropilenă, după cum ați văzut, munca nu lasă mult, dar există o mulțime de subtilități. De exemplu, nu este clar cum să se potrivească articulațiile de țevi, astfel încât țevile au fost exact lungimea care este necesară.
Un alt punct al sudării țevilor din polipropilenă - lipirea în locuri greu accesibile. Nu este întotdeauna posibil să puneți fierul de lipit pe ambele părți ale țevii și fitingului. De exemplu, noi lipim în colț. Fierul de lipit, trebuie să se lipească în colț, pe o parte a duzei se sprijină direct pe perete, fitingul pe ea nu va trage. În acest caz, puneți un al doilea set de duze de același diametru și pe ea încălziți fitingul.
Cum să lipiți țevi din polipropilenă într-un loc greu accesibil
Cum să treceți de la țevi de fier la polipropilenă.






Welding polypropylene pipes is a game changer! I remember when I did it for the first time—such a smooth process. Just makes everything click! Watching the heat join those pipes together was so satisfying. Totally recommend giving it a shot if you haven’t already!
Oh, totally agree! I felt the same when I welded my first poly pipes. It was like magic—everything just came together perfectly. The sound of that heat sealing them was music to my ears! Definitely a must-try for anyone looking to up their plumbing game!
For sure! I remember the first time I soldered copper pipes—felt like a pro! The way it all clicked was so satisfying. It’s like the connection just sparks joy! Totally agree, once you get the hang of it, plumbing feels like an art form!