

Når du organiserer stedet eller forbereder deg på hagesesongen, er det behov for buer laget av profilrør. De er nødvendige når du bygger et drivhus, monterer en pergola eller et skur. Kjøp allerede bøyde buer er dyre - prisen er dobbelt så høy som den samme flatvalsede stål. Veien ut - for å lage sine egne hender, og for å lette prosessen (hender det er veldig vanskelig) bør gjøre et rør bender for profilrør. Du trenger kanaler eller vinkler, rullende valser og noen flere detaljer. Fra verktøyene - en bulgarsk med en disk på metall, sveisemaskin, linjal.
Artikkelens innhold
Design av profilbøyere
Maskinen for bøying av et profilrør er strukturelt forskjellig fra den vanlige. Dette skyldes for det første den større motstanden til profilen mot bøyebelastninger, og for det andre på grunn av det faktum at den nødvendige bøyeradiusen vanligvis er stor. Av denne grunn er det tre valser i designet. To av dem er stasjonære, en av dem er bevegelig. Ved hjelp av den bevegelige rullen og endrer krumningsradiusen. Generelt er rørbenderen for profilrør av to typer: med den midterste bevegelige rullen og med den ytterste (høyre eller venstre - etter ønske).

Anordningen til en rørbøyer med en midtre bevegelig rulle
De to ytterste rullene er festet på karosseriet. De er hevet over bunnplanet. En spesiell U-formet seng er sveiset for den midterste valsen. En lang trykkskrue med stor diameter er installert midt på overliggeren. En tredje rulle (kan sveises) er festet til den nedre enden av denne skruen. Ved å vri på denne skruen senkes og heves valsen, noe som endrer bøyeradiusen til profilrøret.

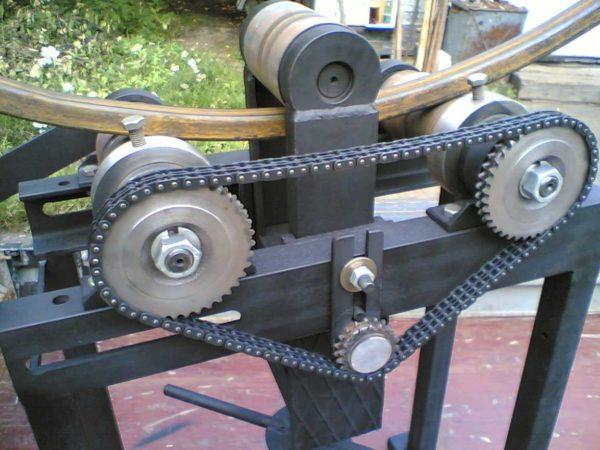
En av de faste valsene er sveiset til en av valsene, slik at røret kan rulles gjennom maskinen. De to stasjonære valsene er koblet sammen med en kjede, slik at mindre kraft kan brukes til rulling. For effektivt å overføre dreiemoment til rullene sveises tannhjul til dem (kan være fra en sykkel), og kjedet er tilpasset dem. En slik enkel mekanisme gjør bøying av et profilrør mye enklere.
Med den ytterste bevegelige valsen
I denne konstruksjonen er høyre eller venstre valse gjort bevegelig. Den beveger seg sammen med en del av understellet. Denne delen er koblet til resten av sengen ved hjelp av kraftige metallhengsler.
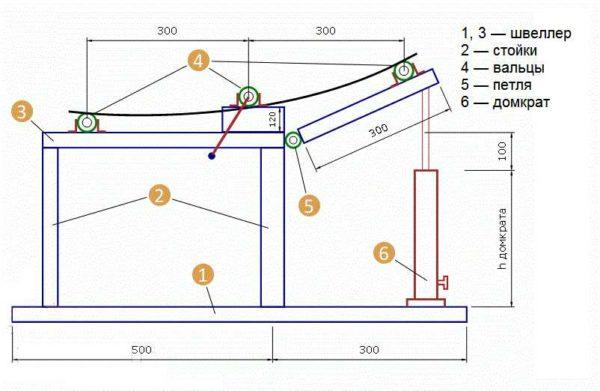
Høyden kan endres med en jekk som vist på tegningen. Høyden på plattformen velges i dette tilfellet i henhold til høyden på jekken. Bøyeradiusen endres ved å løfte den bevegelige delen av bordet.

I motsetning til tidligere design drives denne rørbøyeren for profilrør av den midtre valsen - et håndtak er sveiset til den. For å redusere den nødvendige kraften kan det også sveises et tannhjul til de to stasjonære rullene, og dreiemomentet kan overføres ved hjelp av en kjede.
Hvilke materialer som trengs og nyanser i design
Bunnen av rørbenderen er laget av en kanal eller to sveisede vinkler. Tykkelsen på hyllene - minst 3 mm, bredden på hyllene og baksiden av kanalen skal tilpasses de eksisterende delene. En regel - basen må være massiv og pålitelig.
På kantene på plattformen kan du lage flere hull. Gjennom dem kan du fikse maskinen til en tung base med selvskruende skruer med stor diameter. Fiksering er nødvendig, fordi når du bøyer rør med en tykk vegg, må innsatsen være betydelig, og det er mer praktisk å jobbe hvis maskinen er festet godt.

Noen ord om rullene. De bør være laget av god, høy kvalitet, helst herdet stål. Det er på rullene og på akslene som holder dem, det er en stor del av belastningen.
Vi bør også snakke om formen på rullene. De skal ikke være glatte - i kantene skal det være ruller som ikke lar røret "gå" under rulling. Bare under disse forholdene vil profilrørets bue være jevn, ikke vridd. Ideelt sett trenger hver rørstørrelse sine egne ruller. Men da blir designet mer komplisert - de må gjøres avtakbare, tenk på en pålitelig festemetode. Det andre alternativet er å lage ruller med kompleks form, for eksempel på bildet. Slip ut flere trinn for forskjellige rørstørrelser.

På det samme bildet kan du se at den øvre delen av sengen er ujevn, men tannet. Ved hjelp av slike tenner kan du flytte rullene til forskjellige avstander og dermed også justere bøyeradiusen.
Generelt monterer de hjemmelagde bøyemaskiner for profilrør fra det som er tilgjengelig for hånden eller det de finner / kjøper billig. De som har muligheten - slip valser, sett inn lagre. De som ikke har en slik mulighet, bruker det de har - opp til gjennomføringer fra sykkelhjul. Generelt er det nødvendig å forstå design og
Triks for å gjøre rørbøying enklere
For å få rullene til å bevege seg bedre, brukes lagre. Men i prinsippet, for en hjemmelaget rørbender, som bare vil bli brukt av og til, kan du ganske enkelt lage holdere fra et hjørne eller en kanal. Lag et hull i dem, som er litt større i størrelse enn akselen som rullen skal settes på. Denne akselen med en satt på rullen for å passere gjennom hullene i holderne og på en eller annen måte fikse dem (i det minste sveise et par punkter som vil være stoppere). Under arbeidet for bedre kjøring, smør gnidningsstedene med tykt fett som Litol. For industriell og halvindustriell produksjon er ikke bra, men for produksjon av buer for drivhus eller arbors med egne hender - akkurat.

Det finnes et annet triks som bidrar til å redusere den nødvendige kraften når du bøyer et profilrør. Du kan bruke prinsippet om å øke giret som på en sykkel. Forresten, du kan bruke sykkelhjul. I dette tilfellet er håndtaket som driver rullene sveiset til et lite tannhjul. Den er installert et sted på kroppen. På akslene på akslene sveiset tannhjul av større størrelse (men tenner med samme tonehøyde). Alt dette er forbundet med en passende kjede.
Og en annen forbedring - med konstant bruk av en rørbender for profilrør, er det fornuftig å mekanisere den. I dette tilfellet, sett en motor som går i lave hastigheter.
Rekkefølgen på bøying av et profilrør på hjemmelagde maskiner
På en gang for å få den nødvendige bøyeradiusen er det lite sannsynlig at du får - det kreves for mye kraft for dette. Det er urealistisk å lage det manuelt. Den nødvendige bøyningen oppnås i flere passeringer:
- Først plasseres rullene slik at man får en svak bøyning, røret rulles den ene veien, deretter fjernes det fra rullene, snus rundt og settes inn den andre veien. Utrulling er nødvendig for å få et jevnt bøyd rør.
- Med samme rulleposisjon trekkes den gjennom flere ganger til krumningen ikke lenger er tilført.
- Hvis ønsket bøyeradius ikke oppnås, endrer du rullens posisjon og gjentar prosessen på nytt.

Endring av bøyens radius oppnås gradvis, ellers kan du ikke lage en bue fra et profilrør på en hjemmelaget rørbender. Hva gjør du hvis du trenger å gjenta den samme svingen? Gjør en gradering - legg merke til høyden på rullen som er flyttet, hvor mange ganger rullet i hver posisjon. Når du gjentar, vil forskjellene, hvis noen, være ubetydelige.
Vanskeligheten med bøying er at det ikke er noen skala, og det er vanskelig å få den tiltenkte bøyeradiusen uten erfaring. Før eller siden vil du få det, men du kan ødelegge mye materiale.
Videoer
Forklaringer og bilder er bra, men det er mye mer nyttig å se monteringsprosessen eller driften av den ferdige enheten. Den første videoen viser prosessen med å montere (sveise) en manuell rørbøyer for profilrør. En variant med en bevegelig midtrulle er valgt.
Den andre videoen handler om arbeidet med en enkel rørbender med en bevegelig plattform. Dette alternativet for store tverrsnitt er ikke egnet, men røret med lite tverrsnitt opp til 40 * 40 mm er det i stand til å bøye.
Hvordan bøye et profilrør uten bøyemaskin
Å få en lysbue fra et profilrør uten en profilbender kan gjøres på to måter - ved hjelp av sveising og en mal. La oss starte med sveising.
Få en lysbue ved sveising
Profilrøret er hakket med en bolgar fra den ene siden. Gjør dem i 15-30 cm, avhengig av ønsket radius, tverrsnitt og veggtykkelse. Kuttene skal ikke treffe den ene siden - den som vil være utenfor.

Delen forberedt på denne måten er bøyd for å gi ønsket bøyning. For pålitelighet kan kantene på buen festes ved å sveise en stang til dem. Deretter passerer sveising gjennom alle hakkene og sveiser dem. Og den siste fasen - sliping av sveisestedene og behandling med korrosjonshindrende forbindelser.
Bruke en mal
Tynnveggede profilerte rør kan bøyes manuelt ved hjelp av maler. Hvis du trenger en spesiell form, kan den kuttes ut av et stykke tykk kryssfiner eller sponplater, fest den på bordet ved hjelp av klemmer. På arbeidsbenken, hvor vi skal bøye rør, lage stykker 8-10 hull. Malen er plassert i nærheten av disse hullene.
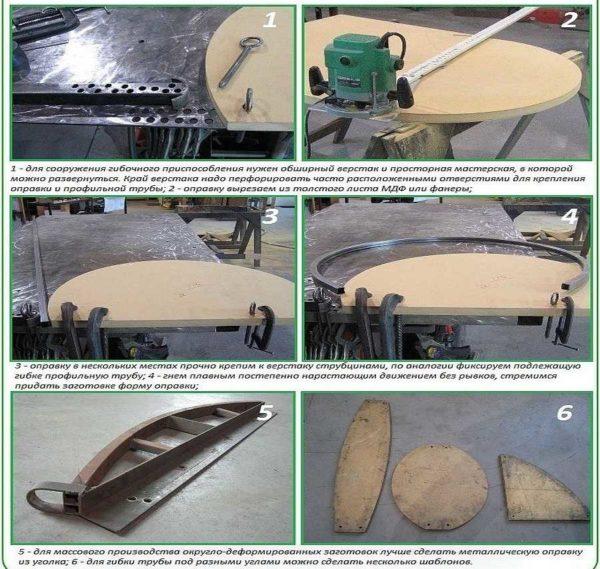
I den ene enden av røret gjentas hullene, med deres hjelp er røret festet til arbeidsbenken. Nå begynner den frie enden av røret å trekke jevnt og danner en bøyning som gjentar formen. Trekk jevnt, uten å rykke.
Malen kan også lages på bakken. Rørene hamres ned i bakken (minst en halv meter dypt). De danner den nødvendige buen. For et stopp hamres ytterligere to innsatser, som er plassert vekk fra buen. Avstanden som skal settes til side er litt mer enn bredden på røret.
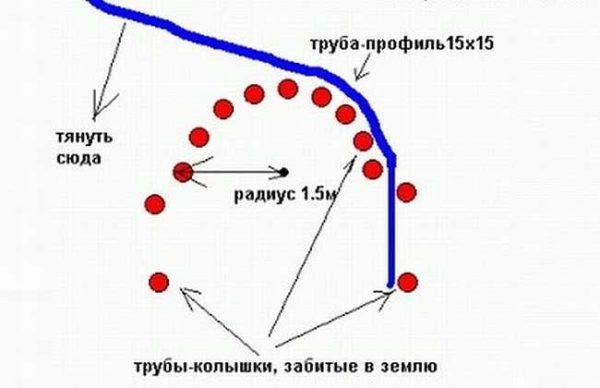
Etter å ha satt inn røret, trekkes det mot buen. Det trengs mye innsats, arbeidet er hardt. Det kan bare fungere med et tynnvegget, solid trukket rør. Sømrøret har for mye motstand i sømområdet. Det er veldig vanskelig å overvinne det manuelt.





