
A vezetékek összekötésének egyik legmegbízhatóbb módja a forrasztás. Ez egy olyan eljárás, amely során a két vezető közötti teret olvasztott forrasztóanyaggal töltik ki. A forraszanyag olvadási hőmérsékletének alacsonyabbnak kell lennie, mint az összekötendő fémek olvadási hőmérséklete. Otthon leggyakrabban használt forrasztás forrasztópáka - egy kis eszköz, amely elektromos áramról működik. A normál működéshez a forrasztópáka teljesítményének legalább 80-100 wattnak kell lennie.
A cikk tartalma
Amire a forrasztópáccsal való forrasztáshoz szüksége van
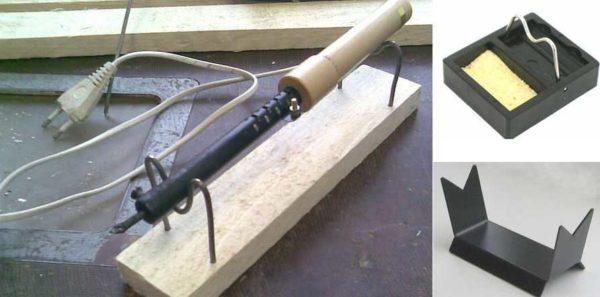
Amellett, hogy a forrasztópáka maga kell forraszanyag, gyanta vagy fluxus, kívánatos, hogy van egy állvány. Szintén a munka során szükség lehet egy kis reszelőre és egy kis fogóra.

Gyanta és folyósítószerek
A vezetékek jó csatlakoztatásához meg kell tisztítani őket a szennyeződésektől, beleértve az oxidfilmet is. Ha az egymagvú vezetékek még mindig kézzel tisztíthatók, akkor a többmagvú vezetékek nem tisztíthatók normálisan. Általában gyantával vagy fluxussal kezelik őket - aktív anyagokkal, amelyek feloldják a szennyeződéseket, beleértve az oxidfilmet is.
A gyanta és a fluxusok egyaránt jól működnek, csak a fluxusokat könnyebb használni - egy ecsetet belemárthat az oldatba, és gyorsan kezelheti a vezetékeket. A vezetőt gyantába kell helyezni, majd forrasztópáccal felmelegíteni, hogy az olvadt anyag a fém teljes felületét befedje. A fluxusok használatának hátránya - ha a vezetékeken maradnak (és maradnak), fokozatosan korrodálják a szomszédos héjat. Ennek megelőzése érdekében minden forrasztási helyet kezelni kell - alkohollal lemosni a fluxusmaradványokat.

A gyantát univerzális eszköznek tekintik, és a folyósítószereket a forrasztandó fémtől függően lehet kiválasztani. A vezetékek esetében ez a réz vagy az alumínium. A réz- és alumíniumhuzalokhoz LTI-120 vagy bórax fluxust vegyen. Nagyon jól működik a házi készítésű fluxus gyantából és denaturált alkoholból (1-5), ráadásul könnyen elkészíthető saját kezűleg. Az alkoholba adjunk gyantát (jobb, ha por vagy nagyon apró darabok) és rázzuk, amíg feloldódik. Ezután ezt a készítményt lehet kezelni vezetők és csavarok forrasztás előtt.
A rézhuzalok forrasztópáccsal történő forrasztásához használja a PIC 60, PIC 50 vagy PIC 40 - ón-ólom - forrasztót. Alumíniumhoz alkalmasabbak a cink alapú készítmények. A leggyakoribbak - CO-12 és P250A (ónból és cinkből készült), A jelzésű (cink és ón réz hozzáadásával), CA-15 (cink alumíniummal).

Nagyon kényelmes a gyantát tartalmazó forraszanyag (PIC 61) használata. Ebben az esetben nincs szükség arra, hogy minden vezetőt külön-külön előkezeljen gyantával. De a kiváló minőségű forrasztáshoz nagy teljesítményű forrasztópáka kell - 80-100 W, amely gyorsan felmelegszik a szükséges hőmérsékletű forrasztási helyre.
Segédanyagok
Annak érdekében, hogy általában forrasztani a forrasztópáka vezetékek több kell:
- Egy stand. Lehet, hogy ez a fém teljesen vagy egy fa / műanyag állványon rögzített fémtartók a forrasztópáka. Az is praktikus, ha van egy kis fémdoboz a gyantának.

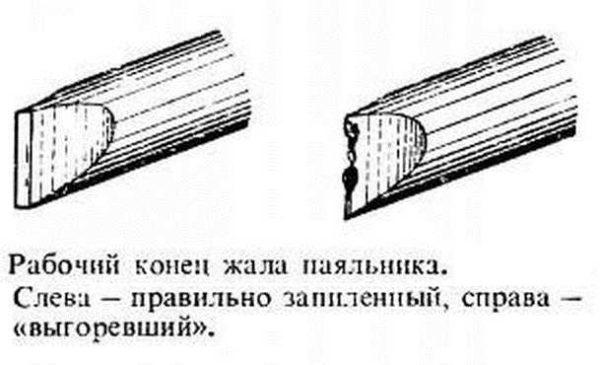
A forrasztópáccsal való forrasztás kényelmesebb egy házi vagy gyári állvánnyal - nem túl fontos. - Fájl. A munka előtt élesítse a forrasztópáka dallóját. Egyenletesnek és tisztának kell lennie, koromnyomok nélkül. Ezután a forrasztás könnyű.

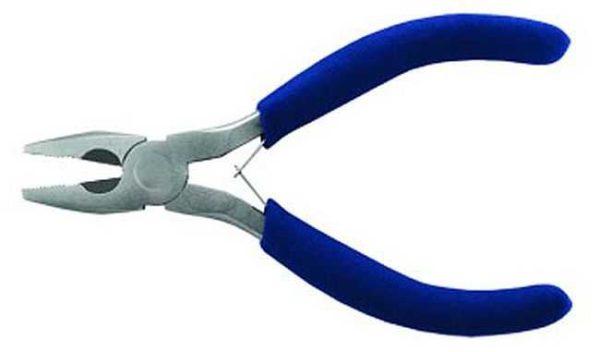
Így élezze meg a forrasztópáka fullánkját. - Fogó. Forrasztás közben nehéz a vezetékeket ujjal tartani - a réz és az alumínium nagy hővezető képességgel rendelkezik, ami a közeli területek gyors felmelegedéséhez vezet. Ezért kényelmesebb a huzalokat forrasztópáccsal forrasztani, ha fogóval tartjuk őket. Csak az eszköznek miniatürizáltnak kell lennie, vékony fogantyúkkal és pofákkal. Elvileg használhat csipeszt, de a tetején (ahol az ujjakkal tartják) kívánatos, hogy egy hőre zsugorodó csövet helyezzen - az acél is gyorsan felmelegszik.

Fogó - a vezetékek rögzítéséhez
Alkoholra lehet szükség a fluxus, szigetelés - szigetelőszalag vagy különböző átmérőjű zsugorcsövek lemosásához. Ezek mind olyan anyagok és eszközök, amelyek nélkül a huzalok forrasztása forrasztópáccsal lehetetlen.
A forrasztás folyamata elektromos forrasztópáccsal
A huzalok forrasztópáccsal történő forrasztásának teljes technológiája több egymást követő szakaszra osztható. Ezek mindegyike egy bizonyos sorrendben ismétlődik:
Ez tulajdonképpen minden. Ugyanígy forraszthatsz két vagy több vezetéket, forraszthatsz egy vezetéket valamilyen érintkezési felülethez (például fejhallgató forrasztásakor - a vezetéket forraszthatod a dugóhoz vagy a fejhallgatón lévő padhoz) stb.
Miután befejezte a vezetékek forrasztópáccsal történő forrasztását, és azok kihűltek, a csatlakozást szigetelni kell. Csomagolhat szigetelőszalagot, felteheti, majd hőre zsugorodó csövet. Ha elektromos vezetékekről beszélünk, általában azt tanácsolják, hogy először tekerjünk fel néhány tekercs szalagot, majd tegyünk rá egy hőre zsugorodó csövet, amelyet felmelegítünk.
Technológiai különbségek a fluxus használatakor
Ha a gyanta helyett aktív folyósítószert használnak, a bádogozási folyamat megváltozik. A megtisztított vezetőt megkenjük a készítménnyel, majd forrasztópáccal kis mennyiségű forraszanyaggal melegítjük. Ezután minden a leírtak szerint történik.

Vannak különbségek, és amikor forrasztás csavarja a fluxus. Ebben az esetben az egyes huzalokat inkább csavarni lehet, mint ónozni, majd fluxussal kezelni, és azonnal elkezdeni a forrasztást. A vezetőket nem is szabad lecsupaszítani - az aktív készítmények korrodálják az oxidfilmet. Ehelyett azonban alkohollal kell letörölni a forrasztási pontokat - a kémiailag agresszív anyagok maradványainak lemosásához.
A többmagvú vezetékek forrasztásának jellemzői
A fent leírt forrasztási technológia egymagvú huzalokhoz alkalmas. Ha a huzal többtűs, vannak árnyalatok: a huzalok ónozása előtt a huzalokat ki kell csavarni, hogy mindent gyantába lehessen mártani. A forraszanyag felhordásakor meg kell győződni arról, hogy minden egyes huzal vékony forraszanyagréteggel van bevonva. Lehűlés után a vezetékeket ismét egyetlen kötegbe csavarjuk, majd a fent leírtak szerint forrasztópáccsal forraszthatjuk - a fullánkot forraszanyagba mártjuk, a forrasztási kötést felmelegítjük és ónt viszünk fel.

Lehetséges rézhuzalt alumíniumhuzallal forrasztani?
Az alumínium és más kémiailag aktív fémek összekapcsolása nem lehetséges közvetlenül. Mivel a réz kémiailag aktív anyag, a réz és az alumínium nem kapcsolódik és nem forrasztható. Az ügy túlságosan eltérő hővezető képesség és eltérő vezetőképesség. Az alumínium jobban felmelegszik és jobban kitágul, amikor áram folyik. A réz sokkal kevésbé melegszik és tágul. A különböző mértékű állandó tágulás/összehúzódás ahhoz vezet, hogy még a legjobb érintkezés is megszakad, vezetőfilm keletkezik, minden leáll. Ezért nem forrasztják a rezet és az alumíniumot.
Ha a réz- és alumíniumvezetékeket össze kell kötni, akkor csavaros kötést kell készíteni. Vegyünk egy csavart egy megfelelő anyával és három alátéttel. A csatlakoztatandó vezetékek végeinél a csavar méretének megfelelő gyűrűket képezzen. Vegyünk egy csavart, tegyünk rá egy alátétet, majd a vezetőt, egy másik alátétet - a következő vezetőt, a tetejére - a harmadik alátétet, és az egészet rögzítsük egy anyával.

Az alumínium- és rézvezetékek összekötésének számos más módja is létezik, de a forrasztás nem vonatkozik rájuk. A többi módszerről itt olvashat, de a csavarozott módszer a legegyszerűbb és legmegbízhatóbb.

?")




A drótok forrasztása megváltoztatja a játékot! Emlékszem, amikor először próbálkoztam vele - totális káosz volt! De amint belejöttem, minden összeállt. Csak tartsd tisztán a vasalót, melegítsd fel jól, és ne kapkodj. Higgye el, ez mindent megváltoztat a szilárd csatlakozások kialakításában!