
 polipropilén csöveket")
A fémcsöveket egyre gyakrabban cserélik műanyag csövekre, különösen polipropilénre. Hosszú élettartamúak (akár 50 év), nem rozsdásodnak, nem rothadnak, kevés súlyuk van, és mindent saját kezűleg, szakemberek bevonása nélkül össze lehet szerelni. A polipropilén csövek hegesztése némi szakértelmet igényel, de gyorsan jön. Előzetesen kis selejteken és olcsó szerelvényeken gyakorolhat, majd komolyabb dolgok létrehozását veheti fel.

A cikk tartalma
Típusok és cél
A polipropilén csövek négy színben - zöld, szürke, fehér és fekete - készülhetnek. Különböző jellemzők csak a fekete - ezek fokozottan ellenállnak az ultraibolya fénynek, és az öntözőrendszer földre fektetésekor használják. Az összes többi hasonló tulajdonságokkal rendelkezik, és beltérben fektetik vagy a földbe temetik.
A polipropilén csövek célja szerint a következő típusok vannak:
Mind a hideg, mind a meleg vízhez különböző tulajdonságokkal rendelkező csövek léteznek. Ezt a jelölés is tükrözi:
- A PN10 kizárólag hideg vízellátó rendszerekben ( +45°C-ig), alacsony nyomáson (1 MPa-ig) használható. Kis falvastagsággal rendelkeznek. Többszintes épületekhez nem alkalmasak.
- PN16. Gyakran univerzálisnak címkézik, de gyakrabban használják hideg vízhez - +65°C-ig közepes felmelegedést és 1,6 MPa-ig terjedő nyomást bír ki.
- PN20. Vastag falú csövek, amelyek +80°C-ig terjedő hőmérsékletű közeget szállíthatnak, és 2 MPa nyomásig bírják a nyomást. Melegvíz-elosztó és fűtési rendszerekben használják őket.
- PN25. Ezek megerősített polipropilén csövek (fólia vagy üvegszál). Az erősítő réteg jelenléte miatt gyakran kisebb falvastagsággal rendelkeznek, mint a PN20. Közepes fűtési hőmérséklet - +95°C-ig, nyomás - 2,5 MPa-ig. Melegvíz-ellátásra és fűtésre használják őket.
Mindegyiket különböző átmérőben gyártják - akár 600 mm-ig, de a lakásokban és magánházakban főként 16 mm és 110 mm közötti méretben használják. Vegye figyelembe, hogy a belső átmérő van feltüntetve, mivel a falvastagság eltérő lehet.
Mi a polipropilén csövek hegesztése
A polipropilént fokozott merevség jellemzi, és a kívánt konfigurációjú rendszerek létrehozásához ugyanebből az anyagból készült szerelvényeket használnak. Ezek különböző szögek, téglák, átvezetések, adapterek, csatlakozók stb. A csövekkel forrasztással csatlakoztatják őket. Ezt a folyamatot hegesztésnek is nevezik, de a lényege nem változik: két elemet olvadáspontra melegítenek, és forró állapotban összekapcsolják őket egymással. Ha helyesen történik, a kapcsolat monolitikusnak bizonyul, és nem kevesebbet szolgál, mint maguk a csövek.

A polipropilén és a fémek összekapcsolásához kombinált szerelvények léteznek, amelyekben az egyik rész fémből készült és menetes csatlakozással van összekötve, a második - polipropilén - pedig hegesztéssel.
Mit kell forrasztani
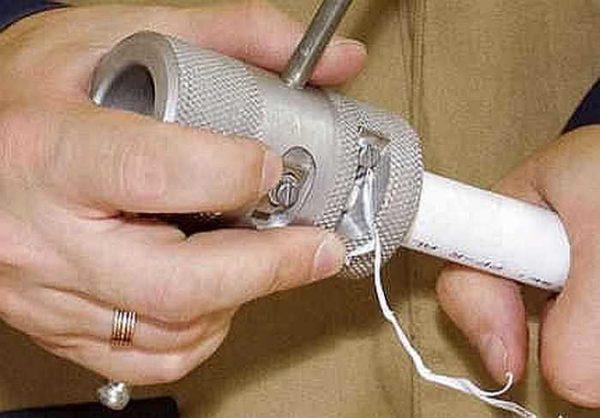
A polipropilén csövek hegesztése egy speciális készülék segítségével történik, amelyet forrasztópáka vagy hegesztőgépnek neveznek. Ez egy kis fémplatform, amelynek belsejében egy elektromos spirál van, amely felmelegíti a felületet. E kialakítás miatt ezt a készüléket vasalónak is nevezik.

A két elem összekapcsolásához az összekötött felületeket olvadáspontig (+260 °) melegítik. Az elem kívánt mélységű felmelegítéséhez két különböző teflonbevonatú fémfúvókát helyeznek a hegesztőplatformra:
A két összeillesztendő elemet egyszerre helyezik a megfelelő fúvókákra, bizonyos ideig (néhány másodpercig) tartják, majd összeillesztik. Így történik a polipropilén csövek hegesztése.
Hogyan kell hegeszteni
A polipropilén csövekhez való forrasztópáka kialakításai kissé eltérőek, de a velük való munka elvei közösek. Két alapvető modell létezik - lapos platformmal vagy hengeres fűtőtesttel. Normál minőségben mindkettő működik, gyakorlatilag nincs különbség. Bárki is kényelmesebb, ezt választják.

Előkészítő munka
Mielőtt elkezdené a munkát, fel kell melegítenie a forrasztópákát, de ez nem olyan egyszerű. Az előkészítés sorrendje a következő:
- Először megfelelő átmérőjű rögzítőelemeket szerelnek a platformra.
- A platformon lévő lyukba egy csapszeg van behúzva, a tüskét és a hüvelyt mindkét oldalról ráhelyezzük, és mindkét oldalon anyákkal meghúzzuk.
- Ha a fűtőelem cső alakú, a hozzá tartozó fúvókákat egy lemezre rögzítve árulják. A lemezt a fűtőelemre kell helyezni, és a rögzítő csavart meg kell húzni.
- A kívánt fűtési hőmérsékletet a szabályzón kell beállítani. Polipropilén csövek esetében a hegesztési hőmérséklet +260°C. Ezt állítjuk be a szabályzón, kapcsoljuk be a hálózatot.
- Várja meg a beállított hőmérséklet jelzését. Egyes modelleknél hangjelzés is van, de általában a LED világít vagy kialszik (a különböző modelleknél más-más módon).
A forrasztópáka készen áll a munkára. De még mindig szükséges a csövek és szerelvények előkészítése. A minőségi hegesztés első feltétele az egyenletes vágás. A vágásnak szigorúan függőlegesnek kell lennie, súrlódás és kaparás nélkül. Ilyen vágást speciális ollóval lehet elérni. Ezek alul két széles állkapoccsal rendelkeznek, amelyek rögzítik a csövet a helyén, a vágó rész pedig felül van.

A PP-csövek jó forrasztásának második feltétele a tiszta, száraz, zsírtalanított alkatrészek. Ha azt szeretné, hogy a vízellátás vagy a fűtés hosszú ideig szolgáljon és ne szivárogjon, ezt az eljárást nem szabad kihagyni. A csővágást és a szerelvényt alkohollal vagy mosogatószeres vízzel tisztítjuk meg. Ezután várjon, amíg minden megszárad, és csak ezután kezdje meg a forrasztási folyamatot.
Mennyi ideig kell melegíteni
A polipropilént hegesztéskor szigorúan a kívánt hőmérsékletre kell hevíteni. A túlmelegítés és az alulfűtés jelentősen csökkenti a hegesztés minőségét. A túlságosan túlhevített és megpuhult cső egyszerűen nem illeszkedik a szerelvénybe, a nem megfelelően felmelegített anyag pedig nem olvad össze.
A fűtési idő a cső átmérőjétől és a levegő hőmérsékletétől függ, és a táblázatban szerepel.
| Polipropilén cső átmérője | Hegesztési mélység | Fűtési idő | Hegesztési idő | Hűtési idő |
|---|---|---|---|---|
| 16 | 12-14 mm | 5 с | 6 с | 2 perc |
| 20 | 14-17 mm | 6 с | 6 с | 2 perc |
| 25 | 15-19 mm | 7 с | 10 с | 2 perc |
| 32 | 16-22 mm | 8 с | 10 с | 4 perc |
| 40 | 18-24 mm | 12 с | 20 с | 4 perc |
| 50 | 20-27 mm | 18 с | 20 с | 4 perc |
| 63 | 24-30 mm | 24 с | 30 с | 6 perc |
| 75 | 26-32 mm | 30 с | 30 с | 6 perc |
A forrasztás általában +5°C-on végezhető, de az adatok +20°C-ra vonatkoznak. Ha az időjárás melegebb, az elemek forrasztópácon tartásának ideje 30-60 másodperccel csökken, ha az időjárás hidegebb, az idő megnő.
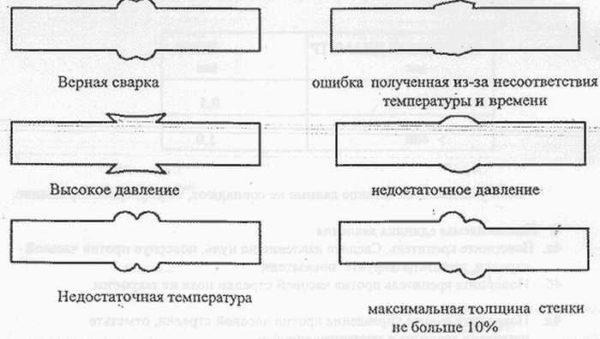
Figyeljen a táblázatban a hegesztés "mélysége" oszlopra. Ez a jelölés a csövön van elhelyezve. Addig kell majd belenyomni a szerelvénybe. Ezzel egyidejűleg egy kis olvadt műanyag tekercs fog kialakulni a szerelvény széle előtt. Ez azt jelenti, hogy a varrat helyesen készült.
Egy másik tisztázásra szoruló oszlop a "hegesztési idő". Ez az az idő, amely alatt a hegesztendő elemeket össze kell szorítani és rögzíteni kell.
Általában, ha megpróbál egy hideg csövet behelyezni a szerelvénybe, akkor annak nagy nehezen kell bemennie - a cső külső átmérője valamivel nagyobb, mint a szerelvény belső átmérője. Ez szándékosan történik, hogy legyen némi felesleges anyag, amelyből a varraton egy tekercset képeznek. A hegesztés polipropilén csövek volt megbízható, akkor jobb, ha az összes alkatrész az azonos cég. Így garantált, hogy a méretek egybeesnek. Ellenkező esetben meg kell próbálni - úgy, hogy az illesztés nem "ugrik", hanem nehezen feszül.
Technológia
Mint már említettük, polipropilén csövek hegesztésekor a csöveket és a szerelvényeket meg kell tisztítani, zsírtalanítani és szárítani kell. És csak ezután lehet elkezdeni a forrasztást.
Ez az előkészítés minden csőtípushoz alkalmas, kivéve a fóliával erősített csöveket. Ebben az esetben a szükséges darab levágása után a vágást egy speciális eszközzel - borotvával - megtisztítjuk a fóliáig. A csövet belehelyezik és többször megforgatják. Ez eltávolítja a műanyag felső rétegét, ami után zsírtalanítani és forrasztani lehet.
Miután a felület megszáradt, a csőre egy jelet rajzolunk, megjelölve azt a távolságot, ameddig a csövet a szerelvénybe kell nyomni (a legegyszerűbb egy vékony filctollat vagy egy élesre csiszolt egyszerű ceruzát használni).

Polipropilén forrasztása lépésről lépésre
Ezután a polipropilén csövek hegesztési technológiája a következő:
- A cső levágott szakaszát a tüskére helyezzük, a szerelvényt a hüvelybe illesztjük. Egyszerre végezzük, szélsőséges esetben a szerelvényt korábban helyezzük fel, mivel nagy falvastagsággal rendelkezik. A késedelemnek nagyon kicsinek kell lennie.

Tegye fel a fúvókákat - Tartsa az elemeket a kívánt ideig.
- Vegye le a fúvókákról, csatlakoztassa a csövet a cső jelig történő benyomásával a szerelvénybe. A csatlakozás csak lineáris, az elemeket nem szabad elforgatni a vízszintes tengelyhez képest (ne csavarja el, még akkor sem, ha nagyon szeretné). A vízszintességet közvetlenül a csatlakoztatás után ki lehet egyenlíteni, ha eltérést észlelünk.

Rögzítés a polipropilén csövek hegesztésének megbízhatóvá tételéhez - Összeillesztéskor elég nagy erőt kell kifejteni. Ugyanazt az erőt több másodpercig kell fenntartani (a táblázatban a "hegesztési idő" oszlopban).
- A megadott idő letelte után a nyomást le kell állítani, és a kötést néhány percig nem szabad megzavarni (a táblázatban a "hűtési idő" oszlopban). Ezt követően úgy tekinthető, hogy a polipropilén cső forrasztása befejeződött. Folytathatja a következő hegesztést.


Egy megjegyzés: a hegesztés befejezése után azonnal ellenőrizze a forrasztópáka fúvókáit. Ha van anyagmaradvány, azt egy puha, szöszmentes, nem foszló (fehér) ruhával távolítsa el. Ne hagyja a műanyagot a forrasztópácon - a következő darabka megtapad, és nehéz lesz eltávolítani. Ne tisztítsa a fúvókákat súrolószerekkel - a bevonatuk teflon, könnyen karcolódnak. És még a mikroszkopikus karcolások is ahhoz vezetnek, hogy a töredék a forrasztópáka (vas), megtapad.
By the way, akkor jobb, ha a munka szál kesztyűben - kevesebb égési sérülést lesz.
A rendszer üzembe helyezése előtt ellenőrizni kell. Ez nyomáspróbával történik. Hogy mi ez, és hogyan kell elvégezni, itt olvashatja.
Polipropilén csövek bekötése
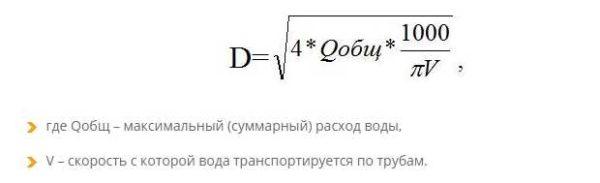
A polipropilén csöveket hideg vagy meleg víz, fűtés fésűs telepítésére használják. Az átmérő megválasztása minden esetben egyedi - ez függ a folyadék mennyiségétől, amelyet időegységenként kell szivattyúzni, a mozgás szükséges sebességétől (képlet a képen).
A fűtési rendszerek csőátmérőjének kiszámítása külön téma (az átmérő meghatározása minden elágazás után), a vízvezetékek esetében minden egyszerűbb. A lakásokban és házakban ezekhez a célokhoz 16 mm és 30 mm közötti átmérőjű csöveket használnak, és a legnépszerűbb - 20 mm és 25 mm.
Számoló szerelvények
Az átmérő meghatározása után a csővezeték teljes hosszát veszik figyelembe, a szerkezetétől függően szerelvényeket vásárolnak. A csövek hosszával minden viszonylag egyszerű - megméri a hosszúságot, hozzáad körülbelül 20% hibára és a munka esetleges hibáira. Annak meghatározásához, hogy milyen szerelvényekre van szükség, szükség van a csővezeték rendszerére. Rajzolja le, jelölje meg az összes ágat és eszközt, amelyekhez csatlakozni kell.

Sok készülékhez való csatlakozáshoz átmenetre van szükség a fémre. Vannak ilyen polipropilén szerelvények is. Egyik oldalon sárgaréz menettel rendelkeznek, a másik oldalon - a szokásos forrasztási szerelvény. Azonnal meg kell nézni a csatlakoztatott készülék ágcsövének átmérőjét és a szerelvényen lévő menet típusát (belső vagy külső). Annak érdekében, hogy ne hibázzon, jobb, ha mindent felír a diagramra - az ág fölé, ahová a szerelvényt szerelik.
A továbbiakban a rendszer a "T" és "G" alakú kapcsolatok számát számolja. Számukra vásároljon téglákat és sarkokat. Vannak keresztek is, de ezeket ritkán használják. A szögek egyébként nem csak 90 ° alatt vannak. Vannak 45 °, 120 °. Ne felejtsük el a csatlakozókat - ezek a szerelvények két csőszakasz összekapcsolására szolgálnak. Ne felejtsük el, hogy a polipropilén csövek nem rugalmasak és nem hajlanak, így minden fordulatot szerelvények segítségével végeznek.
Amikor anyagokat vásárol, egyeztessen az eladóval a szerelvények egy részének cseréjéről vagy visszaküldésének lehetőségéről. Problémák általában nem merülnek fel, mert még a szakemberek sem tudják mindig azonnal pontosan meghatározni a szükséges tartományt. Ezenkívül a telepítési folyamat során néha meg kell változtatni a csővezeték szerkezetét, ami azt jelenti, hogy a szerelvények készlete megváltozik.
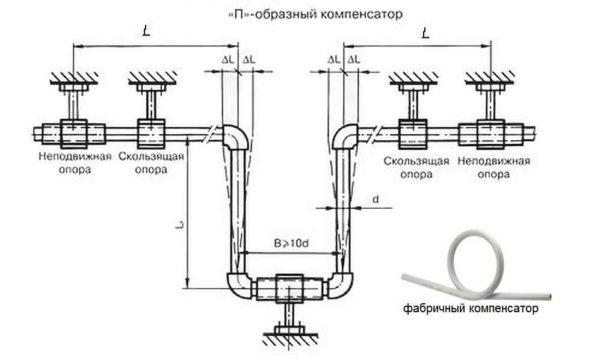
A polipropilénnek meglehetősen jelentős a hőtágulási együtthatója. Ha polipropilénből készült melegvízcsövet vagy fűtési rendszert telepítenek, akkor kompenzátort kell készíteni, amellyel a csővezeték megnyúlása vagy rövidülése kiegyenlítődik. Ez lehet egy gyári hurok-kompenzátor, vagy a kompenzátor sémája szerint összeállított kompenzátor finomításból és csődarabokból (a fenti képen).
A fektetés módszerei
A polipropilén csövek telepítésének két módja van - nyitott (a falon) és zárt - a falban vagy az esztrichben lévő hornyokban. A polipropilén csöveket a falon vagy a horonyban a tartókra-klipszekre rögzítik. Ezek egyszerűek - egy cső fektetéséhez, vannak dupla - amikor két ág párhuzamosan halad. 50-70 cm távolságra vannak rögzítve. A csövet egyszerűen behelyezik a klipszbe, és a rugalmassági erőnek köszönhetően megtartják.

Az esztrich lerakásakor, ha meleg padlóról van szó, a csöveket az erősítő hálóhoz rögzítik, más kiegészítő rögzítésre nincs szükség. Ha zamonolichivayut lesz a kínálat a radiátorok, a csövek nem lehet rögzíteni. Ezek merevek, és nem változtatják meg a helyzetüket még akkor sem, ha hűtőközeggel töltik fel őket.

A forrasztás árnyalatai
A nagyon folyamat hegesztési polipropilén csövek, mint láttad, a munkaerő nem hagy sok, de van egy csomó finomságok. Például nem világos, hogyan kell illeszteni az ízületek a csövek úgy, hogy a csövek pontosan a kívánt hosszúságúak voltak.
A polipropilén csövek hegesztésének másik pontja - forrasztás nehezen hozzáférhető helyeken. Nem mindig lehetséges a forrasztópákát a cső és a szerelvény mindkét oldalán felhelyezni. Például a sarokban forrasztunk. Forrasztópáka, kell ragaszkodni a sarokban, az egyik oldalon a fúvóka közvetlenül a falnak támaszkodik, a szerelvény rajta nem húzza. Ebben az esetben tegyen egy második fúvókát ugyanolyan átmérőjű fúvókát, és melegítse fel rajta a szerelvényt.
Hogyan forrasztjuk a polipropilén csöveket egy nehezen hozzáférhető helyen
Hogyan váltsunk vascsőről polipropilénre.






Welding polypropylene pipes is a game changer! I remember when I did it for the first time—such a smooth process. Just makes everything click! Watching the heat join those pipes together was so satisfying. Totally recommend giving it a shot if you haven’t already!
Oh, totally agree! I felt the same when I welded my first poly pipes. It was like magic—everything just came together perfectly. The sound of that heat sealing them was music to my ears! Definitely a must-try for anyone looking to up their plumbing game!
For sure! I remember the first time I soldered copper pipes—felt like a pro! The way it all clicked was so satisfying. It’s like the connection just sparks joy! Totally agree, once you get the hang of it, plumbing feels like an art form!