

When organizing the site or preparing for the gardening season, there is a need for arcs made of profile pipe. They are needed when building a greenhouse, assembling a pergola or a shed. Buy already bent arcs are expensive – the price is twice as high as the same flat rolled steel. The way out – to make their own hands, and to facilitate the process (hands it is very hard) should make a tube bender for profile pipe. You will need channels or angles, rolling rollers and some more details. From the tools – a Bulgarian with a disk on the metal, welding machine, ruler.
Artikkelin sisältö
Profile bender design
The machine for bending a profile pipe is structurally different from the usual one. This is due, firstly, to the greater resistance of the profile to bending loads, and secondly, due to the fact that the bending radius required is usually large. For this reason, there are three rollers in the design. Two of them are stationary, one of them is movable. With the help of the movable roller and changes the radius of curvature. In general, the tube bender for profile pipe is of two types: with the middle movable roller and with the outermost (right or left – as desired).

The device of a pipe bender with a middle movable roller
The two outermost rollers are fixed on the body. They are raised above the plane of the base. A special U-shaped bed is welded for the middle roller. A long, large diameter pressure screw is installed in the middle of its lintel. A third roller (can be welded) is attached to the lower end of this screw. By turning this screw, the roller is lowered and raised, changing the bending radius of the profile pipe.

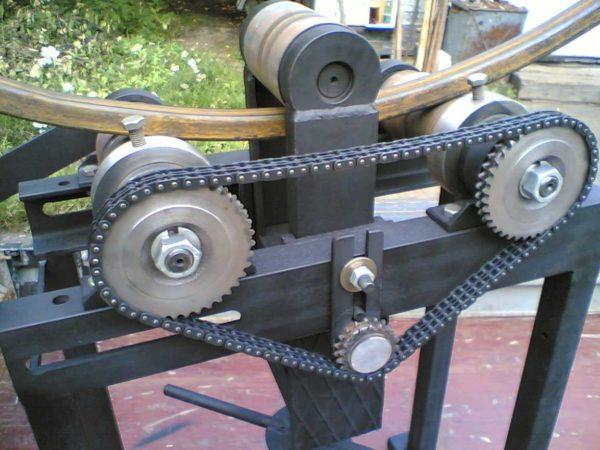
One of the fixed rollers is welded to one of the rollers, by means of which the pipe is rolled through the machine. The two stationary rollers are connected by means of a chain so that less force can be applied for rolling. To effectively transmit torque to the rollers, sprockets are welded to them (can be from a bicycle), and the chain is matched to them. Such a simple mechanism makes bending a profile pipe much easier.
With the outermost movable roller
In this design, the right or left roller is made movable. It moves together with a part of the base. This part is connected to the rest of the bed with the help of powerful metal hinges.
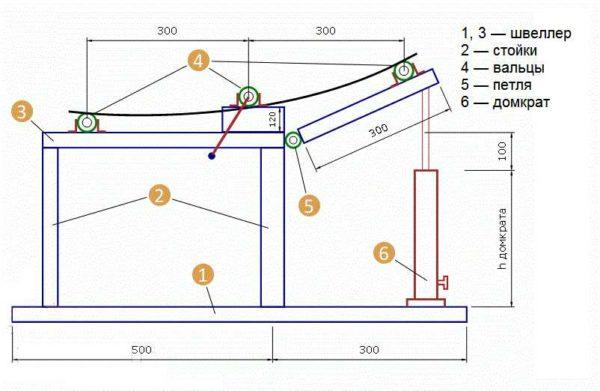
The height can be changed with a jack as shown in the drawing. The height of the platform in this case is selected according to the height of the jack. The bending radius is changed by lifting the movable part of the table.

In contrast to the previous design, this tube bender for profile pipe is driven by the central roll – a handle is welded to it. To reduce the required force, a sprocket can also be welded to the two stationary rollers and the torque can be transmitted by means of a chain.
What materials are needed and nuances of designs
The base of the pipe bender is made of a channel or two welded angles. The thickness of the shelves – at least 3 mm, the width of the shelves and the back of the channel should be matched to the existing parts. One rule – the base must be massive and reliable.
On the edges of the platform you can make several holes. Through them, you can fix the machine to some heavy base with self-tapping screws of large diameter. Fixation is necessary, because when bending pipes with a thick wall, the effort has to be significant and it is more convenient to work if the machine is fixed firmly.

A few words about the rollers. They should be made of good, high quality, preferably hardened steel. It is on the rollers and on the axles that hold them, there is a large part of the load.
We should also talk about the shape of the rollers. They should not be smooth – at the edges there should be rollers that will not let the pipe “walk” during rolling. Only under these conditions, the arc of the profile pipe will be even, not twisted. Ideally, each pipe size needs its own rollers. But then the design becomes more complicated – they must be made removable, think about a reliable method of attachment. The second option is to make rollers of complex shape, such as on the photo. Grind out several steps for different pipe sizes.

In the same photo, you can see that the upper part of the bed is uneven, but toothed. With the help of such teeth, you can move the rollers to different distances and thus also adjust the bending radius.
In general, they assemble homemade bending machines for profile pipes from what is available at hand or what they find/buy inexpensive. Those who have the opportunity – grind rollers, insert bearings. Those who do not have such an opportunity, use what they have – up to bushings from bicycle wheels. In general, it is necessary to understand the design and
Tricks to make tube bending easier
To make the rollers move better, bearings are used. But, in principle, for a homemade pipe bender, which will be used only occasionally, you can simply make holders from a corner or channel. Make a hole in them, which is slightly larger in size than the axle on which the roll will be put on. This axle with a put on the roller to pass through the holes of the holders and somehow fix them (at least weld a couple of points that will be stoppers). During the work for better running, lubricate the rubbing places with thick grease such as Litol. For industrial and semi-industrial production is not good, but for the manufacture of arcs for greenhouses or arbors with their own hands – just right.

There is another trick that helps to reduce the required force when bending a profile pipe. You can use the principle of increasing the gear as in a bicycle. By the way, you can use bicycle sprockets. In this case, the handle that drives the rollers is welded to a small sprocket. It is installed somewhere on the body. On the axles of the shafts welded sprockets of larger size (but teeth with the same pitch). All this is connected with a suitable chain.
And another improvement – with the constant use of a pipe bender for profile pipe, it makes sense to mechanize it. In this case, put a motor that runs at low speeds.
The order of bending a profile pipe on homemade machines
At one time to get the required bending radius you are unlikely to get – too much force is required for this. It is unrealistic to create it manually. The required bend is obtained in several passes:
- First, the rollers are positioned so that a slight bend is obtained, the pipe is rolled one way, then it is removed from the rollers, turned around and inserted the other way. Unrolling is necessary to obtain an evenly bent pipe.
- With the same roller position, it is pulled through several times until the curvature is no longer added.
- If the required bending radius is not achieved, change the roller position and repeat the process again.

Changing the radius of the bend is obtained gradually, otherwise you can not make an arc from a profile pipe on a homemade tube bender. What to do if you need to repeat the same bend? Make a graduation – note the height of the roller moved, how many times rolled in each position. When repeating, the differences, if any, will be insignificant.
The difficulty of bending is that there is no scale and it is difficult to get the intended bending radius without experience. Sooner or later you will get it, but you can spoil a lot of material.
Videos
Explanations and photos are good, but seeing the assembly process or the operation of the finished unit is much more useful. The first video shows the process of assembling (welding) a manual tube bender for profile pipe. A variant with a movable middle roller is chosen.
The second video is about the work of a simple tube bender with a movable platform. This option for large cross-sections is not suitable, but the pipe of small cross-section up to 40 * 40 mm it is able to bend.
How to bend a profile pipe without a bending machine
To get an arc from a profile pipe without a profile bender can be done in two ways – using welding and a template. Let’s start with welding.
Getting an arc by welding
The profile pipe is notched with a bolgar from one side. Make them in 15-30 cm, depending on the required radius, cross-section and wall thickness. The cuts should not hit one side – the one that will be outside.

The part prepared in this way is bent to give the desired bend. For reliability, the edges of the arc can be fixed by welding a rod to them. Then welding passes through all the notches, welding them. And the last stage – grinding the welding places and treatment with anticorrosive compounds.
Using a template
Thin-walled profiled pipes can be bent manually, using templates. If you need a special shape, it can be cut out of a piece of thick plywood or chipboard, fix it on the table with the help of clamps. On the workbench, where we will bend pipes, make pieces 8-10 holes. The template is placed near these holes.
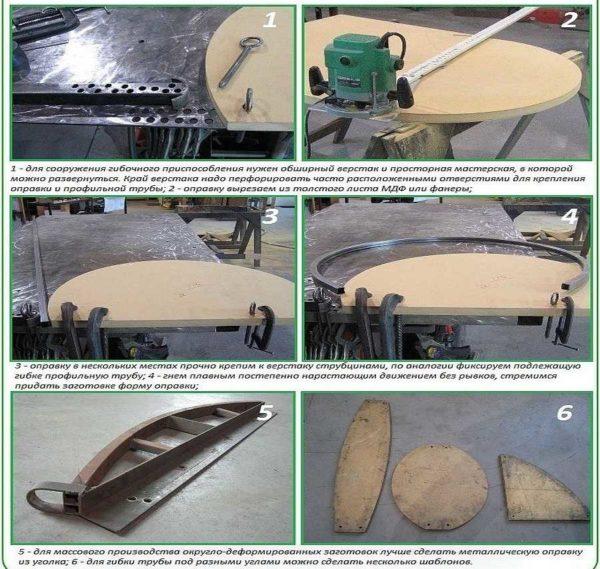
At one end of the pipe, the holes are repeated, with their help the pipe is fixed to the workbench. Now the free end of the pipe begins to pull smoothly, forming a bend that repeats the shape. Pull smoothly, without jerking.
The template can also be made on the ground. The pipes are hammered into the ground (at least half a meter deep). They form the required arc. For a stop, two additional stakes are hammered, which are located away from the arc. The distance to be set aside is slightly more than the width of the pipe.
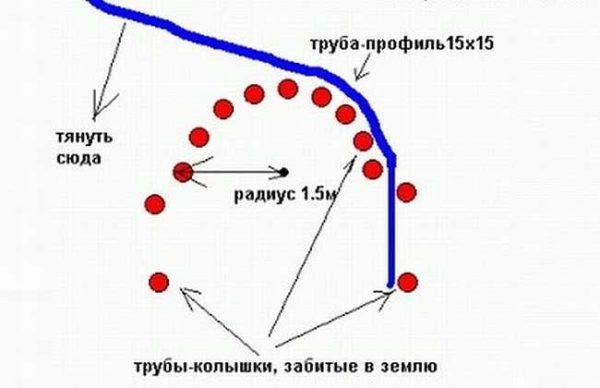
Having inserted the pipe, it is pulled towards the arc. Effort is needed a lot, the work is hard. It can only work with a thin-walled, solid drawn pipe. The seam pipe has too much resistance in the seam area. It is very difficult to overcome it manually.





