

Aloittelevalle hitsaajalle elektrodin valinta voi olla haaste. On olemassa yli kaksisataa tuotemerkkiä, joilla on erilaiset ominaisuudet, käyttötarkoitus ja ominaisuudet. Ja noin 100 tuotemerkkiä soveltuu manuaaliseen valokaarihitsaukseen invertterikoneilla. On mahdotonta kertoa kaikista niistä, eikä se ole välttämätöntä aloittaa. Vain lyhyesti luonnehtia päätyyppejä ja sitä, mitkä invertterihitsaukseen tarkoitetut elektrodit sopivat paremmin aloittelijoille.
Artikkelin sisältö
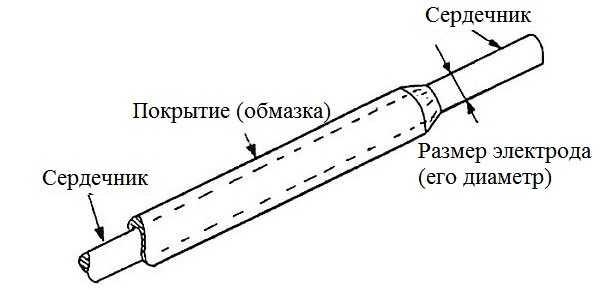
Mikä on elektrodi ja mikä on sen verhous?
Elektrodi on metallilangan pala, jossa on erityinen pinnoite eli verhous. Hitsauksen aikana ydin sulaa valokaaren lämpötilasta. Samalla vaippa palaa ja sulaa, jolloin hitsausalueen ympärille muodostuu suojakaasupilvi - hitsausallas. Se katkaisee ilmassa olevan hapen. Polton aikana osa vaipasta muuttuu nestemäiseksi ja peittää sulan metallin ohueksi kerrokseksi, joka myös suojaa sitä vuorovaikutukselta hapen kanssa. Pinnoite takaa siis hyvän hitsin laadun.
Kaikki elektrodit tarkastetaan ennen hitsausta: pinnoitteessa ei saa olla lohkeamia. Muussa tapauksessa et saa aikaan homogeenista lämmitystä ja laadukasta hitsausta. Kiinnitä huomiota myös elektrodin kärkeen: pinnoitteen paksuuden on oltava sama kaikilla puolilla. Silloin valokaari tulee ulos keskeltä. Muussa tapauksessa se siirtyy. Kokeneille hitsaajille tämä ei ole kauheaa, mutta aloittelijoille se voi aiheuttaa konkreettisia ongelmia.
Verhouksen kosteuspitoisuutta on tarpeen seurata. Jotkut niistä syttyvät korkeassa kosteudessa erittäin huonosti (esimerkiksi UONI). Tämän rasvan "oikullisuuden" vuoksi ne on varastoitava kuivassa paikassa ja mahdollisuuksien mukaan ilmatiiviissä pakkauksessa. Laatikon voi laittaa pussiin, ja siihen voi laittaa myös muutaman suolapussin, jotka ovat kenkälaatikoissa.
Märkiä elektrodeja ei kannata ostaa: ne voidaan toki kuivata, mutta niiden ominaisuudet heikkenevät. Jos elektrodit ovat kuitenkin kostuneet, ne voidaan kuivata tavallisessa kotitalousuunissa alhaisissa lämpötiloissa (ne on yleensä ilmoitettu pakkauksessa). Toinen menetelmä on laittaa ne pitkäksi aikaa kuivaan, hyvin ilmastoituun huoneeseen.

Pinnoitetyypit ja niiden ominaisuudet
Pinnoitteita on vain neljää eri tyyppiä:
- Perus.
- Rutiili.
- Hapan.
- Selluloosa.
Basic- (UONI) ja selluloosapinnoitteet soveltuvat ainoastaan tasavirtahitsaukseen. Niitä voidaan käyttää vastuullisissa saumoissa: ne luovat vahvan, elastisen hitsin, joka kestää iskukuormitusta.

Kaksi muuta (rutiili ja hapan) voivat toimia sekä vaihto- että tasavirtahitsauksessa. Happopinnoite on kuitenkin erittäin myrkyllinen: se voi toimia vain sisätiloissa, jos työpaikalla on pakokaasunpoistolaite.
Rutiilipäällysteellä on vihertävä tai sinertävä sävy, elektrodeille on ominaista helppo syttyminen. Ne syttyvät hyvin, vaikka invertterissä olisi alhainen tyhjäkäyntijännite (pääpinnoitteen varma syttyminen edellyttää hyvää voltti-ampeeri-ominaisuutta, miten valita invertterihitsauskone, lue täältä.). Rutiilielektrodeilla (MP-3) hitsattaessa metallia ei roisku juuri lainkaan, mutta kuonaa on paljon, eikä sitä ole helppo saada pois: on työskenneltävä vasaralla.
Ehkä olet kiinnostunut siitä, miten metalliputkesta hitsataan huvimaja tai miten putkesta tehdään runkoon asennettava vaja.
Miten valita elektrodit invertterihitsaukseen?
Ensiksi valitaan ytimen koostumus: sen on oltava samanlainen kuin hitsattavan metallin tyyppi. Kotitalouksissa käytetään useimmiten rakenneterästä. Tässä samasta langasta ja pitäisi olla elektrodit. Joskus on vielä tarpeen hitsata ruostumatonta terästä. Silloin ytimen on myös oltava ruostumatonta terästä, ja korkeaseosteisten ja kuumuutta kestävien valmistetaan metallista, jolla on samat ominaisuudet.
Suorita kaikki työt kotona tai rakennustyömaalla voidaan tehdä käyttämällä vain muutaman merkin elektrodeja:
- MR-3
- UONI 13/55
- ANO 21
- OK 63.34
Monet pitävät niitä parhaina elektrodeina aloittelijoille, jotka työskentelevät invertterihitsauskoneilla: niiden kanssa on helpompi työskennellä, ja samalla niiden avulla voit valmistaa korkealaatuisia hitsejä, vaikka sinulla ei olisi merkittävää kokemusta. Alla on lueteltu niiden kulutushyödykkeiden ominaisuudet ja yleinen käyttö, joita monet asiantuntijat pitävät hyvinä invertterielektrodeina. Joka tapauksessa niitä suositellaan usein aloitteleville hitsaajille kokemuksen hankkimiseksi.
elektrodit, joissa on rutiilipinnoite MP 3

Useimmiten aloittelijoita kehotetaan aloittamaan hitsaaminen MR-3-elektrodeilla. Ne syttyvät helposti, vaikka hitsauskoneen jännite-ampeeriominaisuudet eivät olisi kovin hyvät, ne suojaavat hyvin hitsisulaa ja niiden asentoa voidaan hallita melko helposti. Jos elektrodi ei syty, kalsifioi sitä 150-180 asteen lämpötilassa 40 minuutin ajan.
Niitä käytetään koneissa, joissa käytetään vaihtovirtaa (hitsausmuuntajat) ja tasavirtaa (hitsaussuuntaaja ja invertteri). Invertterit kytketään yleensä käänteisellä napaisuudella (+ elektrodin päällä). Ne soveltuvat kaikkiin hitsaustyyppeihin paitsi pystysuoraan ylhäältä alaspäin.
Lue hitsauskonetyypeistä täältä.
MR 3 -elektrodit eivät ole oikukkaita hitsattujen pintojen laadun suhteen. Niitä voidaan käyttää myös käsittelemättömiin, ruostuneisiin ja märkiin osiin. Hitsaus tehdään keskikaarella (2-3 mm) tai lyhyellä kaarella.
MP 3:n ominaisuus on erittäin tärkeä aloitteleville hitsaajille: ne "pitävät" valokaaren hyvin, ja niiden kanssa on helppo työskennellä. Tästä syystä kaikki ammattilaiset eivät pidä tästä merkistä: he kutsuvat niitä bengalivaloiksi. Ne hitsaavat liian pehmeästi: hitaat liikkeet ovat välttämättömiä hyvän kuumenemisen kannalta. Mikä ei ole ammattilaisten mieleen, aloittelijoille se on juuri sitä, mitä he tarvitsevat. Kokeile aloittaa hitsausharjoittelusi vain MP3:lla. Sinun pitäisi pärjätä hyvin.
| Elektrodin halkaisija LEZ MP-3, mm | Pituus, mm | Suositeltu hitsausvirta, A | Pakkauksen paino, kg | Hinta, hiero |
|---|---|---|---|---|
| 2,0 | 250 | 40-60 А | 1,0 | 146 |
| 2,5 | 300 | 60-100 А | 1,0 | 120 |
| 3 | 350 | 70-100 А | 1,0 | 95 |
| 4 | 450 | 80-170 А | 1,0 | 91 |
| 5 | 450 | 130-210 А | 1,0 | 91 |
UONI 13/55, jossa on peruspinnoite

Nämä ovat luultavasti yleisimpiä ja suosituimpia peruspinnoitteisia elektrodeja. Niitä suositellaan hiili- ja niukkaseosteisten terästen hitsaukseen. Ne soveltuvat kriittisten rakenteiden liitoksiin. Saumat saadaan vahvoiksi iskukuormituksille ja plastisille, sietävät hyvin matalien lämpötilojen vaikutuksia.
Näiden elektrodien haittapuolena on, että ne syttyvät hyvin vain, kun taajuusmuuttajan tyhjäkäyntinopeus on riittävän suuri (yli 70 V). Toinen merkittävä haittapuoli: suuret vaatimukset hitsatun metallin puhdistukselle ja käsittelylle. Jos reunaan jää ruostetta, pölyä, öljyä tai muita epäpuhtauksia, saumasta tulee huokoinen.
Työskentely UONI 13/55:llä on mahdollista vain tasavirtahitsauskoneilla, myös inverttereillä, joissa on käänteinen napaisuus (+ syötetään elektrodiin) ja lyhyt valokaari (pidä elektrodin kärki lähempänä hitsattavaa pintaa). Pienin tyhjäkäyntijännite on 65 V.
| Elektrodin halkaisija UONI 13/55 (valmistaja Mezhgosmetiz) | Elektrodin pituus, mm | Suositeltu hitsausvirta, A | Pakkauksen vähittäismyyntihinta, ruplaa |
|---|---|---|---|
| 2,0 | 250 | 30-60 А | |
| 2,5 | 300 | 40-70 А | 127 hankausta |
| 3 | 350 | 80-100 А | 116 ruplaa |
| 4 | 450 | 130-160 А | 111 ruplaa |
| 5 | 450 | 180-210 А | 110 ruplaa |
ANO 21
Tämäntyyppiset elektrodit, joissa on rutiilipinnoite, on suunniteltu pienipaksuisten hiiliterästen käsittelyyn. (Lue ohuiden metallien hitsaamisesta täältä.) Niitä käytettäessä valokaari syttyy helposti (myös uudelleen syttyminen), hitsi hilseilee hienosti (pienikokoisista aalloista), kuona erottuu helposti. ANO 21 -elektrodeja voidaan käyttää vesi- tai kaasuputkien hitsaukseen.

Ne toimivat sekä vaihto- että tasavirralla, jonka napaisuus on mikä tahansa. Ennen hitsausta ne on lämpökäsiteltävä: ne kalsinoidaan 120 °C:ssa 40 minuutin ajan.
| Halkaisija, mm | Alemman elektrodin asento | Pystysuora elektrodin asento | Kattoelektrodin sijainti |
|---|---|---|---|
| 2 | virran voimakkuus 50-90 A | virran voimakkuus 50-70 A | virran voimakkuus 70-90 A |
| 2,5 | virran voimakkuus 60-110 A | virran voimakkuus 60-90 A | virran voimakkuus 80100 A |
| 3 | virran voimakkuus 90-140 A | virran voimakkuus 80-100 A | virran voimakkuus 100-130 A |
Ruostumattomasta teräksestä valmistetut elektrodit OK 63.34
Jos sinun on hitsattava ruostumatonta terästä, kokeile OK 63.34. Niitä voidaan käyttää myös rakenneteräksen hitsaamiseen. Näin saadaan aikaan sauma, jossa on hieno aalto, jossa on tasainen siirtymä metallin pääpintaan. Kuonan määrä on pieni, se on helppo hakata pois.
Tämä elektrodi sopii hyvin pystysaumojen ja 6-8 mm:n metallien hitsaamiseen ylhäältä alaspäin. Soveltuu puskuhitsaukseen ja päällekkäisliitosten hitsaukseen useassa ohituksessa. Toimii tasavirralla ja vaihtovirralla minkä tahansa napaisuuden kanssa, pienin tyhjäkäyntijännite - 60 V.

Hitsausta varten tarvitset edelleen maskin. Helpota työskentelyä ottamalla hitsausmaski-kameleontti.
Miten valita elektrodin halkaisija, miten se kytketään ja miten virran voimakkuus asetetaan?
Invertterin elektrodien merkin valinta ei ole kaikki kaikessa. Vaikka olisitkin päättänyt, ainakin kolme kysymystä on vielä avoinna:
- Mitä elektrodin halkaisijaa käytetään hitsauksessa;
- mitä virtaa asetetaan;
- mihin lähtöön "+" tai "-" elektrodi kytketään.
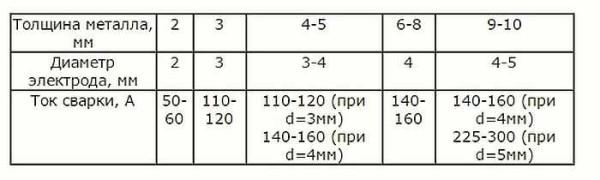
Puhutaan niistä kaikista järjestyksessä. Aloitetaan siitä, millainen elektrodin halkaisija on välttämätön hitsausta varten. Yleensä on suositeltavaa edetä hitsattavien metallien paksuudesta: pieniin paksuuksiin otetaan elektrodi, jonka halkaisija on samankokoinen kuin metalli. Jos hitsataan 3 mm paksua metallia, niin elektrodit otetaan samankokoisina. Jos hitsataan jotain paksumpaa, vastaavasti otetaan 4 mm. Mutta aloittelijoiden on vaikea työskennellä suurilla elektrodeilla. Aloita hitsauksen hallitseminen metallin paksuudella 3-4 mm. Käytä tätä varten 3 mm:n elektrodeja, tai kuten he sanovat "kolminkertaisia".
Siitä, mihin lähtöön elektrodit kytketään. Pakkauksen teknisissä tiedoissa on todennäköisesti ilmoitettu, mille napaisuudelle elektrodi on tarkoitettu. Käänteisessä napaisuudessa elektrodi kytketään positiiviseen lähtöön, negatiivinen lähtö kytketään puristimeen, joka kiinnitetään kappaleeseen. Eteenpäin suuntautuvassa napaisuudessa plus liitetään työkappaleeseen ja miinus elektrodiin. Miten se näyttää hitsausinvertterissä, näkyy kuvassa.

Miten nämä kaksi yhteystyyppiä eroavat toisistaan? Elektronivirtauksen suunta on erilainen. Kuten tiedätte, elektronit liikkuvat "miinuksesta" "plussaan". Siksi hitsauksessa käy ilmi, että elementti, joka on liitetty "+"-osaan, kuumenee enemmän. Vaihtamalla kytkentätapoja voit säätää metallin kuumenemisen voimakkuutta.
Tarkastellaan useita tilanteita. Esimerkiksi elektrodi 3 mm, metalli 2 mm. Jos käytät "+" osaa voidaan polttaa läpi. Siksi tässä tapauksessa on parempi käyttää käänteistä napaisuutta, joka lämmittää elektrodia enemmän. Jos haluat hitsata 6 mm metallia samalla kolmella, on parempi tehdä se suoralla polariteetilla: näin metallin lämmitys on syvempi ja saumasta tulee kestävämpi.
Miten valita invertterihitsauskone Lue täältä. Aidan rakentaminen aaltoteräksestä saattaa kiinnostaa sinua.
Virran voimakkuus hitsauksen aikana
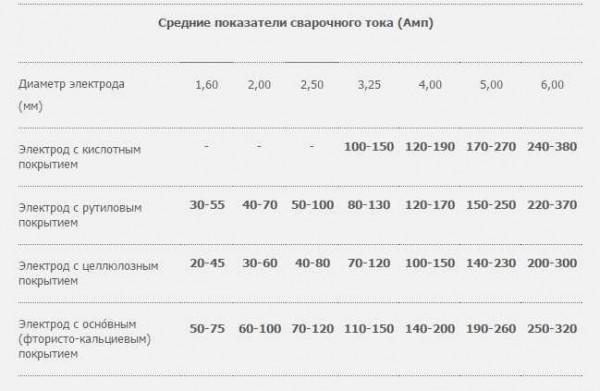
Yleensä elektrodia asennettaessa hitsausvirran voimakkuus invertterille asetetaan käytettävän elektrodin halkaisijan mukaan. Yleensä jokaisessa pakkauksessa on suosituksia, mutta voit pärjätä ilman niitä: jokaista halkaisijamillimetriä kohden otetaan 20-30 ampeeria virtaa. Se osoittautuu melko laajaksi alueeksi, mutta sitten sinun on vielä otettava huomioon, miten aiot laittaa hitsin: katkaisun kanssa tai ilman katkaisua. Jos hitsaat ilman irrotusta, laita pienemmät virrat, irrotuksen kanssa - suuremmat.
Esimerkiksi halkaisijaltaan 3 mm:n elektrodille laskettu virta on 60 A:sta 90 A:iin. Todella suuri virta on 30 ampeerin ja 140 ampeerin välillä. Kun hitsaat ilman katkaisua, virta asetetaan noin 70-90 A, katkaisun kanssa - 90-120 A. Nämä parametrit voivat "kävellä" molempiin suuntiin: se riippuu elektrodin kärjen liikkeen nopeudesta, hitsatun teräksen merkistä ja "juoksevuudesta", hitsin asennosta (pysty- ja vaakasuoraan hitsin kohdalla hieman vähemmän, kattoon - vielä vähemmän).
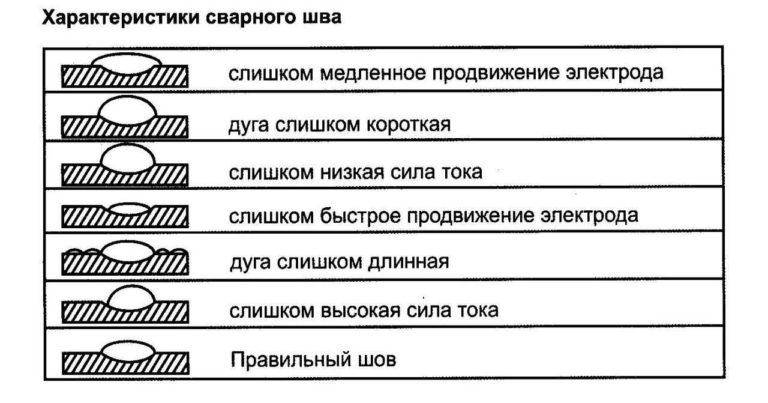
Yleensä jopa valmistajan suosittelemat virrat ovat kaukana vaatimuksesta. Aloita niistä ja valitse sitten niin, että työskentely oli sinulle mukavaa ja saumasta tuli hyvä. Sinun pitäisi saada laadukas yhteys, ja virran ja nopeuden suhteen valitset kokeellisesti. Keskity samalla hitsausaltaan kuntoon. Hän on tärkein laadun mittari.
Lue täältä, miten invertterihitsausta käytetään oikein.
Nyt tiedät, miten valita elektrodit invertterihitsaukseen, mutta myös miten ne kytketään, minkä halkaisijan tarvitset niitä tähän työhön ja miten kunkin elektrodityypin virta otetaan ja hitsataan. Puhutaan nyt hieman elektrodinpitimistä.
Elektrodien pidikkeet
Yhdessä hitsauskaapelissa on pidike, johon hitsauselektrodi asetetaan. Pidikkeitä on kahdenlaisia:
- joissa on laukaisuavain, niissä elektrodi kiinnittyy automaattisesti, kun jousikuormitteinen avain vapautetaan painamalla sitä;
- kierretty - kahvaa ruuvataan ja irrotetaan, jolloin asetettu elektrodisydän vapautuu tai kiinnittyy.
Kumpi on parempi? Se riippuu sinusta, mutta painamalla vahingossa näppäintä voit pudottaa elektrodin hitsauksen aikana. Tässä tapauksessa ei tapahdu mitään kauheaa, mutta se on epämiellyttävää ...
Kun valitset elektrodipidikettä, tärkeintä on kiinnittää huomiota virran voimakkuuteen, jolle se on suunniteltu. Valitset maksimiparametrin, joka on käytettävissä hitsauskoneessasi.
Videolla näytetään, miten kaapeli liitetään hitsauselektrodin pidikkeeseen kierteitetyllä puristimella.
Pyykkipidikkeen haittapuolena on se, että ajan myötä elektrodisydämen kiinnittävä jousi heikkenee ja kosketus heikkenee. On tarpeen laittaa uusi. Miten se tehdään pyykkipidikkeellä, katso videolta.
Elektrodipidikkeen liittäminen hitsausta varten ei ole vaikeaa. On vain yksi vivahde: usein työskenneltäessä hitsauskaapeli hankautuu sen reunasta. Voit tietenkin lyhentää kaapelia ja tehdä sen uudelleen, mutta et aina halua katkaista edes 10-20 cm. Tämän estämiseksi etsi letku, jonka sisähalkaisija on sama tai hieman pienempi kuin hitsauskaapelin ulkohalkaisija. Leikkaa siitä pieni pala - noin 15 senttimetriä - ja leikkaa se pituussuunnassa. Tämä voidaan nyt pujottaa kaapelin päälle, vetää ylöspäin ja kiinnittää siihen.





