

За начинаещите заварчици изборът на електрод може да бъде предизвикателство. Съществуват повече от двеста марки с различни свойства, предназначение и характеристики. А около 100 марки са подходящи за ръчно електродъгово заваряване с инверторни машини. Невъзможно е да се разкаже за всички тях, а и не е необходимо да се започва с това. Просто характеризирайте накратко основните видове и кои електроди за инверторно заваряване са по-подходящи за начинаещи.
Съдържание на статията
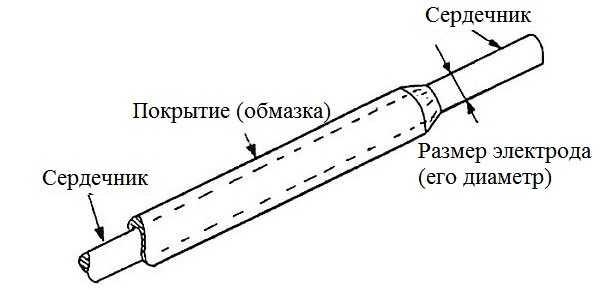
Какво представлява електродът и за какво се използва облицовката
Електродът е парче метална тел със специално покритие - плакировка. По време на заваряването сърцевината се разтопява от температурата на дъгата. В същото време облицовката гори и се топи, създавайки защитен газов облак около зоната на заваряване - заваръчна вана. Той прекъсва достъпа на кислород, съдържащ се във въздуха. В процеса на горене на облицовката част от нея се превръща в течност и покрива разтопения метал с тънък слой, като също го предпазва от взаимодействие с кислорода. Така облицовката осигурява добро качество на заваръчния шев.
Всеки електрод се проверява преди заваряване: покритието не трябва да има стружки. В противен случай няма да постигнете хомогенно нагряване и висококачествена заварка. Обърнете внимание и на върха на електрода: дебелината на покритието трябва да е еднаква от всички страни. Тогава дъгата ще излезе в центъра. В противен случай тя ще бъде изместена. За заварчиците с опит това не е страшно, но за начинаещите може да създаде осезаеми проблеми.
Необходимо е да се следи съдържанието на влага в облицовката. Някои от тях при висока влажност се запалват много лошо (например UONI). Поради тази "капризност" на смазката, те трябва да се съхраняват на сухо място, като се осигури по възможност херметична опаковка. Можете да поставите кутията в торбичка, а също така да поставите няколко торбички със сол, които са в кутии за обувки.
Не си струва да купувате мокри електроди: те, разбира се, могат да бъдат изсушени, но характеристиките им ще бъдат намалени. Ако все пак се окаже, че електродите са станали влажни, те могат да се изсушат в обикновена домашна фурна при ниски температури (обикновено те са посочени на опаковката). Вторият метод е да ги поставите за дълъг период от време в сухо, добре проветрено помещение.

Видове покрития и техните характеристики
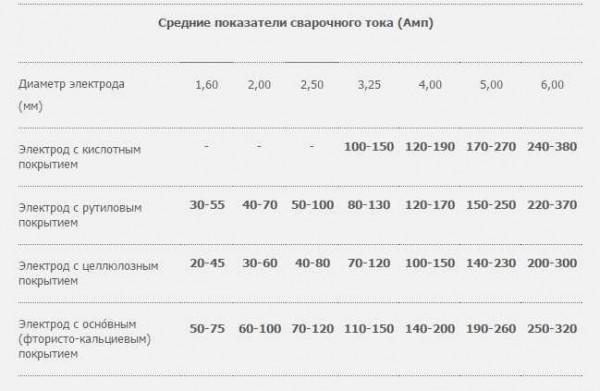
Съществуват само четири вида покрития:
- Основни.
- Рутил.
- Киселинен.
- Целулоза.
Основните (UONI) и целулозните покрития са подходящи само за заваряване с постоянен ток. Те могат да се използват при отговорни шевове: създават здрава, еластична заварка, устойчива на ударни натоварвания.

Другите два (рутил и кисел) - могат да работят както за заваряване с променлив, така и с постоянен ток. Но киселото покритие е много токсично: то може да работи на закрито само ако работното място е оборудвано с принудителна аспирация.
Рутиловата облицовка има зеленикав или син оттенък, електродите се характеризират с лесно запалване. Те се запалват добре, дори ако инверторът е с ниско напрежение на празен ход (за сигурното запалване на основното покритие е необходима добра волт-амперна характеристика, как да изберем инверторен заваръчен апарат, прочетете тук). При заваряване с рутилови електроди (MP-3) металът почти не пръска, но има много шлака и не е лесно да се отстрани: трябва да се работи с чук.
Може би ще ви е интересно как да заварите беседка от метална тръба или как да направите навес на рамка от тръба.
Как да изберем електроди за инверторно заваряване
На първо място се избира съставът на сърцевината: той трябва да е подобен на вида на заварявания метал. В домакинството най-често се използва конструкционна стомана. Тук от същата тел трябва да бъдат и електродите. Понякога все пак е необходимо да се заварява неръждаема стомана. Тогава сърцевината също трябва да бъде изработена от неръждаема стомана, а за високолегирани и топлоустойчиви да се направи от метал със същите характеристики.
Извършването на цялата работа у дома или на строителната площадка може да се осъществи само с няколко марки електроди:
- MR-3
- UONI 13/55
- ANO 21
- OK 63.34
Те са признати от мнозина за най-добрите електроди за начинаещи, които работят с инверторни заваръчни апарати: с тях е по-лесно да се работи, като в същото време ви позволяват да приготвяте висококачествени заварки дори при липса на значителен опит. По-долу са представени характеристиките и общото приложение на тези консумативи, които много специалисти считат за добри електроди за инвертор. Във всеки случай те често се препоръчват на начинаещи заварчици, за да натрупат опит.
Електроди с рутилово покритие MP 3

Най-често на начинаещите се препоръчва да започнат да усвояват заварките с електроди MR-3. Те се запалват лесно, дори при не много добри волт-амперни характеристики на заваръчния апарат, дават добра защита на заваръчната вана, позволяват да се контролира доста лесно нейното положение. Ако електродът не е запален, калцирайте го при температура 150-180° в продължение на 40 минути.
Те се използват в машини с променлив (заваръчни трансформатори) и постоянен ток (заваръчни токоизправители и инвертори). Инверторите обикновено се свързват в обратна полярност (+ на електрода). Подходящи са за всеки вид заварка с изключение на вертикална заварка отгоре надолу.
Прочетете за видовете заваръчни апарати тук.
Електродите MR 3 не са капризни по отношение на качеството на заварените повърхности. Те могат да се използват дори върху необработени, покрити с ръжда и мокри части. Заваряването се извършва със средна (2-3 мм) или къса дъга.
Характеристиката на MP 3 е много важна за начинаещите заварчици: те "държат" добре дъгата, с тях се работи лесно. За това не всички професионалисти харесват тази марка: те ги наричат бенгалски лампи. Те заваряват твърде меко: за доброто нагряване са необходими бавни движения. Което не е по вкуса на професионалистите, за начинаещите това е точно това, от което се нуждаят. Опитайте се да започнете обучението си по заваряване само с MP3. Би трябвало да се справите.
| Диаметър на електрода LEZ MP-3, mm | Дължина, мм | Препоръчителен заваръчен ток, A | Тегло на опаковката, kg | Цена, триене |
|---|---|---|---|---|
| 2,0 | 250 | 40-60 А | 1,0 | 146 |
| 2,5 | 300 | 60-100 А | 1,0 | 120 |
| 3 | 350 | 70-100 А | 1,0 | 95 |
| 4 | 450 | 80-170 А | 1,0 | 91 |
| 5 | 450 | 130-210 А | 1,0 | 91 |
UONI 13/55 с основно покритие

Това са вероятно най-разпространените и популярни електроди с основно покритие. Те се препоръчват за заваряване на въглеродни и нисколегирани стомани. Подходящи са за съединения на критични конструкции. Получават се здрави на ударни и пластични натоварвания шевове, които добре понасят въздействието на ниски температури.
Недостатъкът на тези електроди е, че те се запалват добре само при достатъчно голяма стойност на оборотите на празен ход на инвертора (над 70 V). Вторият съществен недостатък: високи изисквания за почистване и обработка на заварените метали. Ако по ръба останат ръжда, прах, масло или други замърсители, шевът ще бъде порьозен.
Работата с UONI 13/55 е възможна само със заваръчни апарати за постоянен ток, включително инвертори, с обратна полярност (+ се подава към електрода) и къса дъга (дръжте върха на електрода по-близо до заваряваната повърхност). Минималното напрежение на празен ход е 65 V.
| Диаметър на електрода UONI 13/55 (производител Mezhgosmetiz) | Дължина на електрода, mm | Препоръчителен заваръчен ток, A | Цена на дребно на една опаковка, рубли |
|---|---|---|---|
| 2,0 | 250 | 30-60 А | |
| 2,5 | 300 | 40-70 А | 127 руб. |
| 3 | 350 | 80-100 А | 116 рубли |
| 4 | 450 | 130-160 А | 111 рубли |
| 5 | 450 | 180-210 А | 110 рубли |
ANO 21
Този тип електроди с рутилово покритие са предназначени за работа с въглеродни стомани с малка дебелина. (Прочетете за заваряването на тънки метали тук.) При използването им дъгата се запалва лесно (включително повторно запалване), заварката е фино люспеста (от малки по размер вълни), шлаката се отделя лесно. Електродите ANO 21 могат да се използват за заваряване на тръби за вода или газ.

Те работят както с променлив, така и с постоянен ток с всякаква полярност. Преди заваряване се нуждаят от термична обработка: калцинират се при 120°C за 40 минути.
| Диаметър, mm | Позиция на долния електрод | Вертикална позиция на електрода | Позиция на таванния електрод |
|---|---|---|---|
| 2 | сила на тока 50-90 A | сила на тока 50-70 A | сила на тока 70-90 A |
| 2,5 | сила на тока 60-110 A | сила на тока 60-90 A | сила на тока 80100 A |
| 3 | сила на тока 90-140 A | сила на тока 80-100 A | сила на тока 100-130 A |
Електроди от неръждаема стомана OK 63.34
Ако трябва да заварявате неръждаема стомана, опитайте с OK 63.34. Те могат да се използват и за заваряване на конструкционна стомана. Така се получава шев с фина вълна с плавен преход към основната повърхност на метала. Количеството на шлаката е малко, тя лесно се отбива.
Този електрод е подходящ за заваряване на вертикални заварки и метал с дебелина 6-8 мм, преминаващ отгоре надолу. Подходящ е за многопроходно заваряване на челни и припокриващи се съединения. Работи с постоянен и променлив ток с всякаква полярност, минимално напрежение на празен ход - 60 V.

За заваряване все пак ще ви е необходима маска. За да улесните работата си, вземете маска-хамелеон за заваряване.
Как да изберете диаметъра на електрода, как да го свържете и как да зададете силата на тока
Изборът на марка електроди за инвертора не е всичко. Дори и да сте взели решение, остават поне три въпроса:
- Какъв диаметър на електрода да използвате при заваряване;
- какъв ток да зададете;
- към кой изход "+" или "-" да свържете електрода.
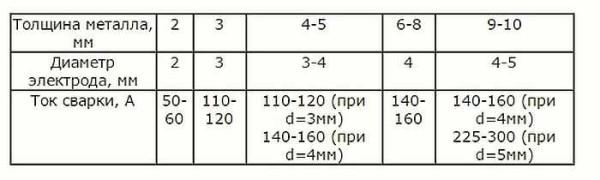
Нека ги разгледаме последователно. Нека започнем с това какъв диаметър на електрода е необходим за заваряване. По принцип се препоръчва да се изхожда от дебелината на заваряваните метали: при малки дебелини електродът се взема с диаметър, равен на размера на метала. Ако заварявате метал с дебелина 3 mm, тогава електродите се вземат с подобен размер. Ако заварявате нещо по-дебело, съответно се вземат 4 mm. Но за начинаещите ще бъде трудно да работят с големи електроди. Започнете да усвоявате заваряването с дебелина на метала от 3-4 мм. За целта използвайте електроди с размер 3 мм, или както се казва "тройни".
Как да свържете електродите към кой изход. В техническите спецификации на опаковката най-вероятно е посочено за каква полярност е предназначен електродът. При обратна полярност електродът се свързва към положителния изход, а отрицателният изход се свързва към скобата, която се притиска към частта. При права полярност плюсът е свързан към детайла, а минусът - към електрода. Как изглежда заваръчният инвертор, е показано на снимката.

По какво се различават тези два вида връзки? Електронният поток е с различна посока. Както знаете, електроните се движат от "минус" към "плюс". Затова при заваряване се оказва, че елементът, който е свързан към "+", се нагрява повече. Чрез промяна на начините на свързване можете да контролирате интензивността на нагряване на метала.
Нека разгледаме няколко ситуации. Например, имате електрод 3 mm, метал 2 mm. Ако приложите "+" към частта, тя може да бъде прогорена. Следователно в този случай е по-добре да използвате обратна полярност, при което електродът ще бъде по-нагрят. Ако искате да заварите метал с дебелина 6 мм със същите три, по-добре е да го направите на директна полярност: така нагряването на метала ще е по-дълбоко и шевът ще е по-траен.
Как да изберем инверторен заваръчен апарат прочетете тук. Може би се интересувате от изграждането на ограда от гофрирана стомана.
Сила на тока при заваряване
По принцип при инсталирането на електрода силата на заваръчния ток за инвертора се определя в зависимост от диаметъра на използвания електрод. По принцип всеки пакет има препоръки, но можете да минете и без тях: за всеки милиметър диаметър вземете 20-30 ампера ток. Оказва се, че това е доста широк диапазон, но тогава все пак трябва да вземете предвид как ще поставите заварката: със или без откъсване. За заваряване без откъсване поставете по-ниски токове, а с откъсване - по-високи.
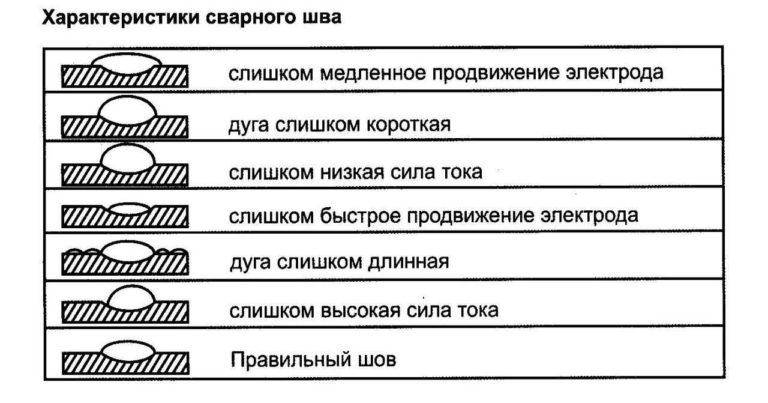
Например за електрод с диаметър 3 mm изчисленият ток е от 60 А до 90 А. Наистина се работи в диапазона от 30 Ампера до 140 Ампера. При заваряване без откъсване токът се задава около 70-90 А, а с откъсване - 90-120 А. Тези параметри могат да "вървят" и в двете посоки: това зависи от скоростта на движение на върха на електрода, от марката и "течливостта" на заварената стомана, от положението на заваръчния шев (за вертикален и хоризонтален шев сложете малко по-малко, за таван - още по-малко).
По принцип дори препоръчаните от производителя токове далеч не са задължителни. Започнете с тях, а след това изберете така, че да ви е удобно да работите и шевът да се получи добре. Трябва да получите висококачествена връзка, а съотношението на тока и скоростта ще изберете експериментално. В същото време се съсредоточете върху състоянието на заваръчната вана. Тя е вашият основен показател за качество.
За това как правилно да заварявате с инверторно заваряване, прочетете тук.
Сега вече знаете не само как да избирате електроди за инверторно заваряване, но и как да ги свързвате, какъв диаметър ви е необходим за тази работа и как да избирате тока за всеки вид електрод и да заварявате. Сега нека поговорим малко за държачите за електроди.
Държачи за електроди
На единия от заваръчните кабели има държач (държач), в който се поставя заваръчният електрод. Съществуват два вида държачи:
- с ключ за задействане, в които електродът се захваща автоматично, когато пружинният ключ се освободи чрез натискане;
- с резба - дръжката се завинтва и отвинтва, като освобождава или притиска поставеното електродно ядро.
Кой е по-добър? Това зависи от вас, но ако случайно натиснете клавиша, можете да изпуснете електрода по време на заваряване. В този случай не се случва нищо страшно, но е неприятно ...
При избора на електроден държач най-важното е да се обърне внимание на силата на тока, за който е предназначен. Избирате максималния параметър, който е на разположение на вашия заваръчен апарат.
Във видеото е показано как да свържете кабела към държача за заваръчни електроди с резбова скоба.
Недостатъкът на държача с щипка е, че с течение на времето пружината, която притиска сърцевината на електрода, отслабва и контактът се влошава. Необходимо е да се постави нова. Как да го направите с държач за клечки за зъби, вижте във видеото.
Свързването на държача на електрода за заваряване не е трудно. Има само един нюанс: при честа работа заваръчният кабел се протрива от ръба му. Разбира се, можете да скъсите кабела и да го преправите, но не винаги искате да отрежете дори 10-20 см. За да предотвратите това, намерете маркуч, чийто вътрешен диаметър е същият или малко по-малък от външния диаметър на заваръчния кабел. Изрежете малко парче от него - около 15 см - и го разрежете по дължина. Сега то може да се нахлузи върху кабела, да се издърпа нагоре и да се закрепи там.





